|
|
Категория:
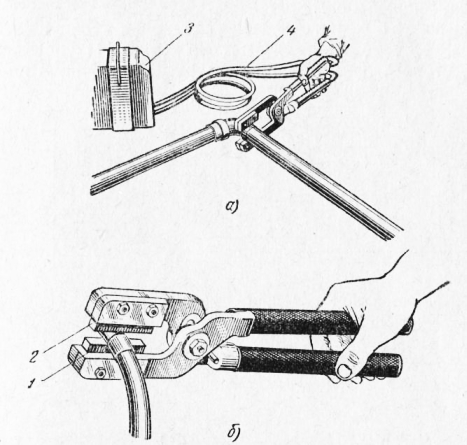
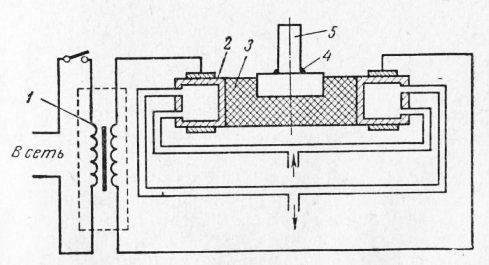
Пайка Далее: Оборудование для нагрева Для повышения производительности труда паяльщика и улучшения качества пайки применяют различные приспособления, конструкция которых зависит от формы деталей, подлежащих пайке. Приспособление для контактной пайки представляет собой переносные паяльные клещи, которые применяют для соединения концов проводов, стыков труб и небольших деталей. Переносные контактные клещи широко применяют вместо газовой горелки при изготовлении трансформаторов. Клещи имеют два сменных контакта, изготовленных из угля или графита, которые закрепляются в специальные губки. Паяльные клещи с помощью гибких проводов соединяются со вторичной обмоткой понижающего сварочного трансформатора. Первичная обмотка включается в электрическую цепь кнопкой, расположенной на ручке клещей. Приспособление для пайки с нагревом в графитовом блоке применяют в основном для небольших однотипных изделий. Угольный блок зажимается в губках сварочной машины и к нему подводится электрический ток большой силы.
Рис. 1. Применение переносных контактных паяльных клещей:
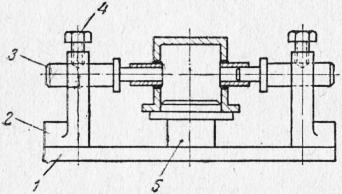
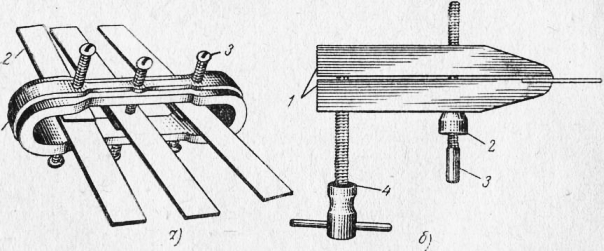
Рис. 2. Приспособление для пайки с нагревом в графитовом блоке Узел с уложенным на линии шва припоем устанавливают в специальное гнездо угольного блока, зажатого в губках сварочной машины. К блоку подводится электрический ток через трансформатор. Приспособление для припаивания патрубка к трубе под углом. 90° состоит из основания, стоек, фиксирующих стержней, фиксатора и стопорных винтов. Детали устанавливают в приспособление, после чего производят пайку. Применение этого приспособления ускоряет процесс пайки и дает возможность получить соединение под углом 90°.
Рис. 3. Приспособление для припаивания патрубка к трубе под углом 90°
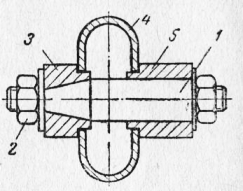
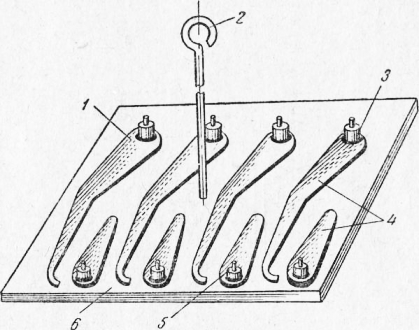
Рис. 4. Приспособление для припаивания втулок к трубе
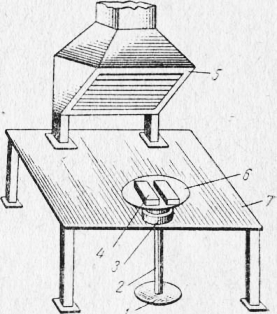
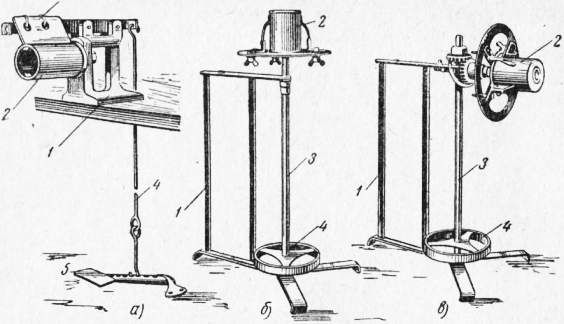
Рис. 5. Приспособления для пайки в нахлестку плоских деталей в печи: Приспособление для припаивания втулок к трубе состоит из оправки и гаек с шайбой. Тело оправки может быть цилиндрическим по всей длине, при этом вместо гайки на одном конце оправки имеется головка, а на другом гайка. Детали перед пайкой собирают следующим образом: деталь надевают на коническую часть оправки и закрепляют гайкой с шайбой, затем цилиндрическую часть оправки пропускают через отверстие трубы и на цилиндрический конец ее-надевают деталь 5, закрепляя гайкой. Данное приспособление обеспечивает высокую точность и соосность деталей, подвергаемых пайке. На рис. 5 показаны приспособления для пайки в нахлестку плоских деталей в печи. Первое приспособление (а) представляет собой замкнутую металлическую скобу с прижимными винтами, которые служат для зажима паяемых деталей. Приспособление позволяет паять соединения в нахлестку нескольких плоских деталей одновременно. Второе приспособление (б) состоит из двух губок, винта с гайкой и прижимного винта. С помощью этого приспособления можно также производить пайку соединений в нахлестку плоских деталей в печи. Поворотное приспособление для паяльных работ представляет собой два металлических круглых диска, прочно закрепленных на штанге, проходящей через отверстие стола. Диск опирается своим выступом на опорный шарикоподшипник, смонтированный в планшайбе. Паяльщик, сидя у стола, опираясь ногой на диск, может легко поворачивать приспособление вокруг вертикальной оси вместе с паяемыми деталями, установленными на огнеупорных кирпичах. Отвод образующихся при пайке газов осуществляется вентиляционным устройством. Описанное приспособление успешно применяют для пайки различных изделий твердыми припоями. Приспособления для пайки цилиндрических изделий изображены на рис. 7. Приспособление, показанное на рис. 7, а, предназначено для пайки цилиндрических изделий в нахлестку. Оно состоит из корпуса, полой оправки для паяемой детали, прижима, тяги и педали. Применение такого приспособления значительно повышает производительность труда, так как паяльщику не нужно держать изделие рукой. На рис. 7, б, в изображены передвижные приспособления для пайки цилиндрических изделий. Конструкция этих приспособлений проста, изготовлены они из труб. На раме имеется вращающаяся оправка, на которую устанавливают паяемую деталь. Педаль на стержне служит для поворота закрепленных в приспособлении деталей. Используя эти приспособления, паяльщик в одной руке держит паяльник или горелку, другой подносит к паяльнику припой, затем наносит на линию шва слой флюсов, не приостанавливая процесса пайки.
Рис. 6. Поворотное приспособление для паяльных работ
Рис. 7. Приспособления для пайки цилиндрических изделий:
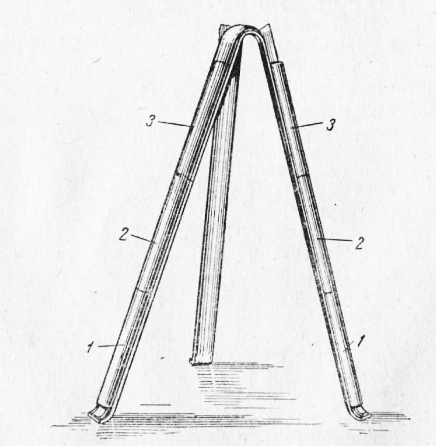
Рис. 8. Приспособление для пайки цилиндрических деталей в стык Приспособление для пайки цилиндрических деталей в стык представляет собой треножник, изготовленный из трех кусков металлической трубы, разрезанной вдоль пополам.
Рис. 9. Приспособление для пайки изделий в соляных ваннах Внутренний диаметр трубы подбирается несколько больше наружного диаметра спаиваемых деталей. Подлежащие пайке-в стык детали устанавливают в приспособлении и прижимают грузом. Приспособление для пайки в соляных ваннах, позволяющее одновременно паять несколько изделий, представляет собой металлическую плиту, на которой расположены штыри для крепления деталей и припаиваемых к ним втулок. Припой располагают в виде кольца на линии шва. С помощью ручки весь комплект деталей, размещенных на приспособлении, опускается в расплавленную соль ванны, где и происходит пайка. Реклама:Читать далее:Оборудование для нагреваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|