|
|
Категория:
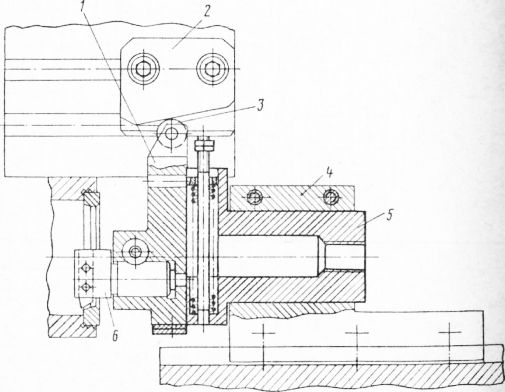
Токарные автоматы и полуавтоматы Приспособление для растачивания по копиру внутренних конических и фасонных поверхностей предназначено для обработки штучных заготовок на патронных полуавтоматах при поперечном ходе резца не более 20 мм. В стойку на продольном суппорте устанавливают цилиндрической частью корпус так, чтобы при его повороте вокруг своей оси ролик поперечного ползуна, находящегося в направляющих на торце корпуса, вступил в контакт с рабочей поверхностью копира, закрепляемого на поперечном суппорте в данной рабочей позиции. В отверстие под инструмент в ползун вставляют резцедержатель с резцом необходимого профиля.
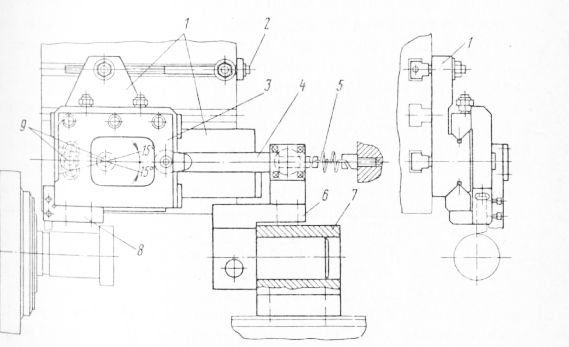
Рис. 1. Приспособление для растачивания по копиру внутренних конических и фасонных поверхностей: Устройство для протачивания наружных конических и цилиндрических поверхностей предназначено для обработки заготовок по прямым и обратным коническим и цилиндрическим поверхностям с диаметром меньшим, чем диаметры у наружного торца заготовки. На плиту поперечного суппорта в соответствующей позиции устанавливают направляющее основание и с помощью винта его располагают относительно оси шпинделя станка под углом, равным углу наклона конической поверхности, который контролируют по рискам при снятой с каретки крышке. Затем закрепляют винтами основание, а на продольном суппорте в данной позиции стойку. В отверстие стойки вставляют хвостовик толкателя, который поворотом сопрягают со штоком-тягой, пружиной соединенной с крюком, закрепленным во фланце в стенке коробки передач.
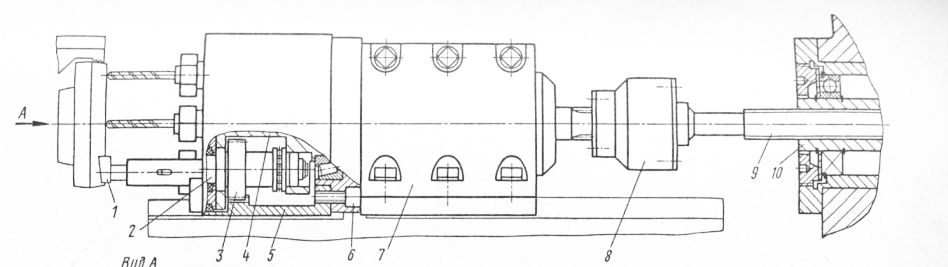
Рис. 2. Устройство для протачивания наружных конических и цилиндрических поверхностей: Продольные положения основания, каретки и толкателя со стойкой регулируют их перестановкой-они отсчитываются от базового торца заготовки (или торца шпинделя) с учетом длины рабочего и холостого ходов продольного суппорта. Длину ходов настраивают кулачками и рычажной системой, а величину подачи частотой вращения распределительного вала. При обтачивании цилиндрических поверхностей поперечную передачу на врезание устанавливают, настраивая кулачок поперечного суппорта. Установку резца на размер различают грубую и тонкую; первая осуществляется перемещением резца в резцедержателе, вторая — регулировочным перемещением поперечного суппорта по лимбу. Максимальная длина рабочего хода резца — 100 мм. Сверлильная головка предназначена для одновременного сверления четырех отверстий диаметром до 10 мм при равночастотном вращении ее и шпинделя станка в одном направлении. Специальную стойку головки устанавливают на продольном суппорте в его соответствующей позиции. Центральный приводной вал через промежуточную муфту шлицевым валом соединяется с приводной втулкой коробки передач, настраиваемой на одинаковую частоту вращения шпинделей станка и втулки. При этом должно учитываться передаточное отношение между центральным валом и инструментальными (сверлильными) шпинделями головки, чтобы скорости сверления и резания на переходах обработки в других позициях были экономически обоснованными по стойкости инструмента. Вращение центрального вала вызывает одновременное вращение находящихся в его передней части четырех инструментальных шпинделей, выполненных заодно с сателлитными зубчатыми колесами. Последние входят в зацепление с неподвижным венцом, имеющим внутренний зуб и выполненным как одно целое с корпусом головки, винтами соединенным с фланцем гильзы. Внутри гильзы на опорах качения работает центральный приводной вал. В продольном направлении стойку устанавливают так, чтобы в начале рабочего хода продольного суппорта входил в соприкосновение с заготовкой контрольный поводок, а затем начинали врезаться сверла. Глубина сверления не должна превышать вели чины перемещения штифта в пазу кронштейна.
Рис. 3. Сверлильная головка:
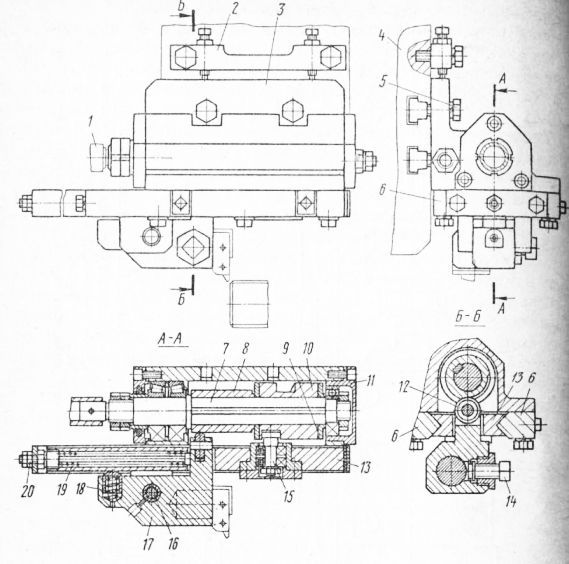
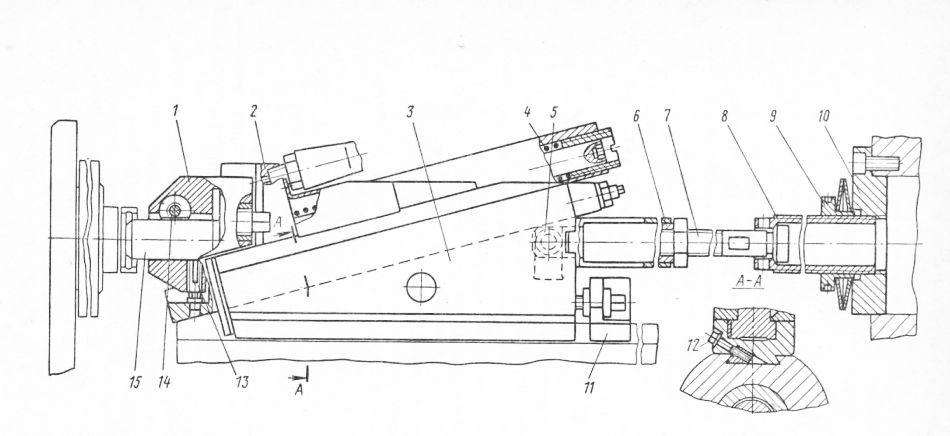
Рис. 4. Устройство для нарезания резьбы резцом: Устройство для нарезания резьбы резцом, предназначенное для нарезания наружной цилиндриче ской резьбы 0 30—130 мм при длине до 35 мм на станках мод. 1А240-6 и 1А240П-6, работает в комплекте с редуктором. Его устанавливают на плите поперечного суппорта основанием корпуса. Вал штифтованной втулкой соединяется с карданным валом, который, в свою очередь, соединяют с приводной втулкой редуктора (последний устанавливают самостоятельно на продольном суппорте станка). Повернув вал так, чтобы ползун занял крайнее начальное положение, соответствующее началу рабочего хода резца, окончательно устанавливают приспособление в продольном направлении, перемещая его вдоль Т-образных пазов поперечного суппорта, ослабляя в случае необходимости крепящие болты. Затем резцедержатель с установленным в него резьбовым резцом помещают в корпусе устройства отскока резца. Установка резца по центру достигается поворотом резцедержателя в отверстии корпуса. Закрепляют резцедержатель винтом. Отскок резца происходит по окончании рабочего хода; в этом положении барабан поворачивается к ролику впадиной, вследствие чего под действием пружины корпус поворачивается на оси и отводит резец от заготовки. Возврат ползуна, скользящего между призматическими направляющими планками, осуществляется пружиной, натяжение которой регулируют гайками. Поперечная подача резца на каждый рабочий ход ведется от кулачка поперечного суппорта на распределительном валу. Приспособление для растачивания канавок предназначено для растачивания канавок, подрезания торцов, отрезания тонкостенных колец изнутри и их транспортирования в лоток. Максимальная длина поперечного хода резца равна 10 мм, что соответствует 14 мм длины хода продольного суппорта. Кареткой приспособление устанавливают на направляющие продольного суппорта в надлежащей позиции.
Рис. 5. Приспособление для растачивания канавок: Ролик, находящийся на оси серьги, с небольшим зазором входит в вертикальный паз на заднем конце ползуна, удерживая ползун от возможного продольного перемещения. Продольный суппорт, двигаясь при рабочем ходе вперед с кареткой, заставляет вертикально перемещаться головку, насаженную на его передний торец и имеющую отверстие, параллельное оси шпинделя станка и несколько эксцентрически смещенное. В это отверстие устанавливают круглый хвостовик оправки, несущей резец. Положение головки по вертикали регулируют винтом, действующим на упор. Точное регулирование продольного положения приспособления по результату пробной проточки ведут винтом упорной стойки при несколько ослабленном зажиме каретки в направляющих, осуществляемом с помощью винтов. Реклама:Читать далее:Загрузочно-разгрузочные устройства многошпиндельных горизонтальных токарных автоматов и полуавтоматовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|