|
|
Категория:
Шабрение, притирка и др. В качестве притиров применяют вращающиеся диски, цилиндры, конусы, плиты, бруски, пластины, трубы, кольца и специальные фасонные притиры. Материал притиров должен быть мягче материала обрабатываемого изделия, чтобы в поверхность притира вдавливались зерна шлифующего порошка. Притиры изготовляют из чугуна, мягкой стали, красной меди, латуни, свинца, твердого дерева. Наиболее часто пользуются притирами из чугуна, красной меди и латуни. Свинец и дерево употребляют лишь для наведения блеска после того, как притиркой изделию приданы окончательные размеры. Перед притиркой поверхности притиров покрывают абразивным порошком, зерна которого вдавливают в поверхность притиров сильным нажимом стального закаленного бруска или валика. Этот процесс называется шаржированием притира. Шаржированный таким способом притир будет иметь поверхность, состоящую из большого количества мелких твердых с режущими ребрами зерен. Следовательно, шаржированный притир, так же как и резец, напильник и шабер, принадлежит к режущим инструментам. Из притирочных веществ наиболее твердым является алмазный порошок; им притирают твердые закаленные изделия. Однако алмазный порошок слишком дорог, поэтому его употребляют редко. Следующий по твердости идет карборунд, за ним — корунд, наждак и крокус; более часто применяют наждак. Притирочные порошки сортируют по величине зерен. Это производится двумя способами. Первый способ— просеивание через сито, имеющее от 80 до 220 отверстий на 1 пог. дюйм (по числу отверстий устанавливается номер порошка). Второй способ — отмучивание, при котором порошок пропускают через сосуд высотой 1 м, наполненный водой; наиболее крупные и тяжелые зерна быстро оседают на дно, мелкие же зерна оседают медленнее и некоторое время плавают в жидкости. Такие порошки названы минутниками — по числу минут, необходимых на прохождение зерен разной крупности через столб воды. Порошки из зерен, полученных отмучиванием, сортируют так: № 1—5-минутный, № г~СлМинутный’ № 3—15-минутный, № 4 —30-минутный, ЬО-минутный, № 6—120-минутный и № 7—180-минутный. Абразивные порошки и паста обладают различной притирочной способностью. Эту способность принято обозначать толщиной слоя в микронах, снимаемого с закаленной стальной пластинки после 100 движений притира вручную с нажимом средней силы, при пройденном притиром пути 40 м. Абразивные порошки имеют следующую притирочную способность: № 1—24 микрона, № 2—20, № 3—14, № 4—10 и т.‘д. Для обычных слесарных работ употребляют порошки первых пяти номеров; порошки № 6 и 7 чаще всего применяют для притирки лекал, шаблонов, мерительных плиток. Их называют мик-рошлифпорошками, обозначают буквой М (микро) и цифрой, показывающей размер зерна в микронах. С большим успехом применяется паста ГОИ, выпускаемая заводами в виде кусков цилиндрической формы или в пластинках. Подразделяется паста на грубую, среднюю и тонкую. Каждый сорт пасты имеет свое назначение. Грубую пасту применяют для снятия слоя металла, измеряемого десятыми долями миллиметра, например для удаления следов обработки строганием, шлифованием, опиливанием, грубым шабрением. Эта паста дает матовую поверхность. Среднюю пасту, которой снимают слой, измеряемый сотыми и тысячными долями миллиметра, употребляют для получения полузеркальной блестящей поверхности после ее обработки грубой пастой. Тонкая паста применяется главным образом для придания поверхности зеркального блеска (декоративное полирование). Различные притиры требуют различных видов смазки.
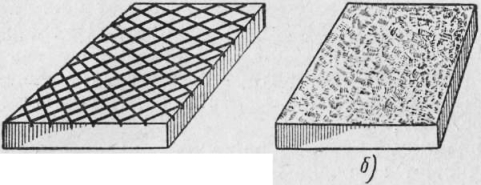
Рис. 1. Притирочные плиты:
а —с канавками для грубой притирки, б —для чистовой притирки
Реклама:Читать далее:Притирка плоских поверхностейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|