|
|
Категория:
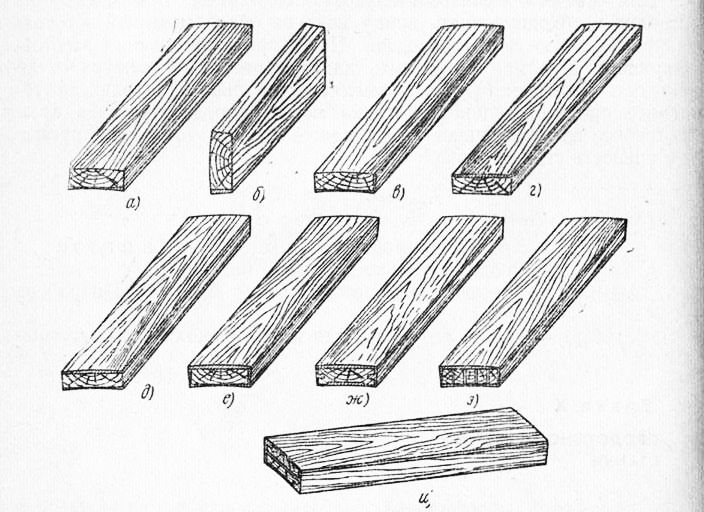
Деревообрабатывающие станки Далее: Строгально-фрезерные ножи Для плоской и профильной обработки пластей и кромок заготовок методом фрезерования применяют фуговальные, рейсмусовые и четырехсторонние продольно-фрезерные станки, а для обработки кромок лущеного и строганого шпона — кромкофуговальные станки. Рабочими органами на этих станках служат ножевые валы и шпиндели. Почти все модели продольно-фрезерных станков оборудованы подающими устройствами, преимущественно вальцовыми. Исключение составляют фуговальные станки, в которых подача осуществляется вручную, только некоторые модели оборудованы автоподатчиками. Продольно-фрезерные станки в зависимости от конструкции предназначены для выполнения одной из следующих операций: – создания плоскости на одной из граней заготовки, например выравниванием пласти, для образования базовой поверхности (рис. 1, а); – образования плоскости на одной из граней заготовки, у которой смежная грань уже выровнена, с одновременным получением прямого угла между ними (рис. 1, б); – одновременного придания плоскостности поверхностям двух смежных граней, которые должны быть расположены под прямым углом (рис. 1, б); – обработки одной из граней заготовки с заранее подготовленной базовой плоскостью и получения заданного расстояния между этими плоскостями (рис. 1, г); – одновременной обработки двух параллельных плоскостей для получения между ними заданного расстояния (рис. 1, 3); – одновременной обработки поверхностей всех граней заготовки (рис. 1, е), их профильной обработки (рис. 1, ж), иногда это совмещают с раскроем заготовок по ширине (рис. 1, з) или толщине (рис. 1, и).
Рис. 1. Схемы обработки заготовок на продольно-фрезерных станках
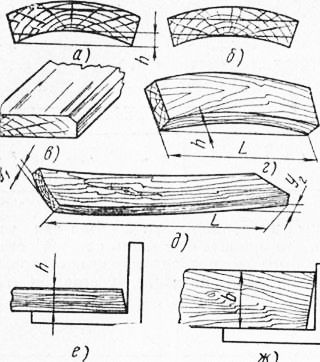
Доски, бруски и заготовки, поступающие на продольно-фрезерные станки, должны соответствовать требованиям ГОСТ 8486 — 66 и 2695 — 71. После выпиловки и сушки форма их не соответствует форме правильного параллелепипеда: встречаются покоробленность, кривизна, крыловатость, обзол, непараллельность пластей и кромок, неперпендикулярность торцов продольной оси доски или заготовки (рис. 2). В продольно-фрезерные станки следует подавать только доски и заготовки, размеры и дефекты которых не превышают норм, установленных стандартами. На рис. 2 показаны методы измерения перпендикулярности торцов пласти кромкам.
Рис. 2. Дефекты формы пиломатериалов и заготовок:
а, б — поперечная покоробленность. з — обзол, г — продольная покоробленность, д — крыло-ватость, е— неперпендикулярность торцов пласги, ж — неперпендикулярность торцов кромки
Реклама:Читать далее:Строгально-фрезерные ножиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|