|
|
Категория:
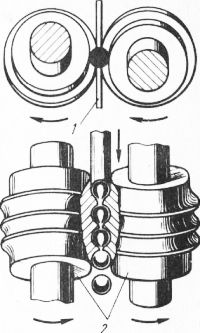
Эксплуатация транспортного оборудования цехов Для получения сложного профиля необходимо применять гибку полосы (профилирование) во многих парах валков, т.е. использовать многоклетьевые (до 20 и более) непрерывные станы. Для профилирования горячекатаной и холоднокатаной полос применяют агрегаты трех типов: Для профилирования можно использовать листы и полосы оцинкованные, луженые и покрытые пластиками. Перед формовкой в листах и полосе при помощи специальных устройств, встроенных в поточную линию, можно пробивать отверстия, узоры и т.п. (перфорация). Из машин профилегибочных станов наибольший интерес представляют формовочные клети, в которых осуществляется собственно процесс профилирования. Профилегибочный стан 1—4×50—300 конструкции ВНИИметмаша состоит из 14 основных и трех дополнительных формовочных клетей с групповым приводом в составе трех электродвигателей мощностью по 140 кВт каждый. Клети — универсального типа с приводными горизонтальными валками и холостыми вертикальными валками, станины — открытого типа. Нижний горизонтальный валок установлен в станине неподвижно, и его уровень регулируется по высоте прокладки, а , верхний может перемещаться в вертикальной плоскости под действием нажимного механизма. Уравновешивание верхнего горизонтального валка обеспечивается пружинами. Вертикальные валки устанавливают в обоймах, закрепленных на станинах рабочих клетей, и настраивают вручную на требуемый раствор. При использовании в клетях вертикальных валков диаметр нижнего горизонтального валка равен 255, а верхнего 516,4 мм, что обеспечивает получение гнутых профилей высотой до 120 мм.
Рис. 1. Многоклетьевой непрерывный профилегибочный стан Все рабочие клети одинаковой конструкции, их монтируют на общей плитовине. Первая клеть ста-1 на имеет гладкие валки для задачи полосы в калибровочные валки следующих клетей. Число рабочих клетей, участвующих в профилировании, зависит от вида профиля, марки стали и т.д., при этом скорость профилирования находится в пределах 0,5-2,5 м/с. Реклама:Читать далее:Станы для прокатки круглых периодических профилейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|