|
|
Категория:
Картонажное производство Складными пачками и коробками называется мелкая складная-картонная упаковка, которая в готовом виде может быть сложена для более удобного хранения и транспортирования потребителю. Пачкой называется упаковка, состоящая из однои~детали, снабженной клапанами с обеих торцевых сторон для открывания, а складными коробками — прочие складные упаковки, состоящие из одной или двух деталей. Складные пачки, состоящие из одной детали, легко поддаются автоматической сборке (склейке) с одновременной дозировкой и закупоркой готовых пачек на соответствующих автоматах. Благодаря этим достоинствам складные пачки получили широкое распространение для мелких упаковок. Размеры и формы складных пачек могут быть различными. Складные пачки широко применяются во многих отраслях промышленности: фармацевтической, химической, галантерейной, электропромышленности и во многих других. Складные пачки можно оформить любым видом печати непосредственно на картоне. Для этого требуется, чтобы поверхность, картона была! гладкой, а еще лучше — обмелованной. Поэтому для производства печатных складных пачек и коробок следует применять лучшие сорта глазированной «склейки», «хромэрзац» и т. п. сорта с гладкой глазированной поверхностью, плотностью 120—300 г/м2, в зависимости от размера пачек. Для изготовления складных коробок применяют те же сорта бумаги и картона, что для изготовления пачек, причем плотность этих материалов зависит от размеров изготовляемых коробок и от характера содержимого. При производстве закроя складных пачек и коробок должны быть выполнены следующие основные условия: Пригодными можно признать только те методы производства закроя, которые полностью обеспечивают выполнение этих условий. Для обеспечения точности закроя его нужно производить па печатно-просекальных машинах, выполняющих одновременно все процессы. Для этой цели существуют комбинированные, печатно-штамповальные автоматы, на которых за один прогон картона можно одновремено печатать рисунок и текст в несколько красок (от 2 до 8), биговать все линии спибов, высекать все шлицевые и другие прорези и обрезать по краям складные пачки. Как правило, такие агрегаты работают на рулонном картоне. Такие агрегаты работают с высокой производительностью, но из-за сложности конструкции штампов для них, пользуются этим оборудованием только в тех случаях, когда предприятие постоянно вырабатывает однообразную упаковку в большом количестве. Обычно такие автоматы устанавливают на предприятиях, для упаковки продукции которых нужны складные пачки и где фасовка и укупорка продукции производятся тоже на соответствующих фасовочных автоматах. Производительность печатно-штамповального автомата — около 7 тыс. штук в час. Эта цифра может увеличиваться в кратном отношении в зависимости от размера закроя, который может быть-расположен на штампе по одной или по несколько деталей. Для картонажных предприятий универсального характера при различных небольших заказах это оборудование мало приемлемо Небольшие разнообразные заказы на складные пачки и коробки значительно легче выполнить при расчленении процессов печатания и закроя. Печатание производится на листах на печатных машинах, а остальные процессы выполняются на универсальном закройном оборудовании. Из печатных листов можно изготовлять закрой методом штампования на тигельных и конгревных прессах. При печатании на листах напечатанные листы картона закраивают на рилевочно-резальных машинах. При закрое складных коробок и пачек для нанесения рилеван-ных линий сгибов более целесообразно применять однодисковые рилевочные аппараты. Для такой рилевки на нижние валы должны быть надеты специальные муфты с канавками разной ширины и глубины. Толщина материала обусловливает размеры канавок, применяемых для рилевки. Чем толще картон, тем шире и глубже должна быть матричная канавка. При пропуске на рилевочно-резальной машине печатных листов необходимо следить, чтобы закрой и линии сгибов точно соответствовали рисунку. Каждый печатный лист типографской, литографской или офсетной печати имеет контрольные метки на определенном крае листа; расстояние от этого края до любой точки печати на всех листах одинаковое. Поэтому при первом процессе закроя на рилевочно-резальных машинах следует пропускать листы по угольнику вдоль контрольной стороны листа. При этих условиях можно обеспечить точное расположение линии сгиба и раскроя соответственно рисунку. При установке и регулировке рилевочных аппаратов и муфт необходимо: После раскроя и рилевки складных пачек следующим процессом является просечка прорезей, углов, сложных замков и пр. Все виды просечек могут быть выполнены ножевыми резцами на конвертных прессах или при помощи шлицевых аппаратов на универсальных просекальных станках или же на специальном автоматическом оборудовании. На просекальных машинах могут быть установлены аппараты для просечки углов, шлицевых прорезей, фигурных застежек (замков), среза клапанов и т. д. В1 зависимости от профиля просекальных аппаратов просечки могут быть различных форм. На про-секальном автомате просечка осуществляется автоматически, одновременно с двух сторон; производительность его до 8—10 .тыс. деталей в час. Детали под просечку могут подаваться автоматически, по несколько штук в зависимости от толщины материала. Закрой складных пачек и коробок можно также осуществлять посредством штамповки, причем в этом случае нанесение линий сгибов и все просечки производятся одновременно. Для закроя по этому методу можно применять конгревные прессы, тигельные прессы и автоматическое специальное оборудование. Путем штамповки можно также изготовить маленькие складные пачки на облаточных машинах. При массовом производстве для намазки клеем клапанов складных пачек устанавливают на конвейере специальный фрикционный мазальный аппарат. Такой аппарат Действует от двнжеиия конвейерной ленты и при раскладке заготовок на ленте в порядке бесконечных ступенек производит намазку клапанов. На Московской картонажной фабрике такая установка автоматически смазывает клеем и подает по ленте к ручной склейке более 1000 пачек в минуту. Для механической склейки складных пачек различных размеров применяют автоматы, в которых закрой пачек автоматически подается из шахты для намазки клапанов клеем, автоматической фальцовки и склейки. Для склейки пачек в форме кармана (папиросных) существуют особые автоматы.
Рис. 1. Облаточная машина.
Если складные пачки изготовлены из более плотного картона и требуется более прочно их скрепить, то вместо склейки применяется сшивка на проволокосшивальных машинах. Складные коробки обычно снабжены различными застежками, замками и собираются на месте у потребителя без применения скрепляющих материалов. Замки для четырехклапанных складных пачек При наличии с обоих концов пачки по четыре клапана два из них загибают предварительно, а замками снабжены только два остальных клапана, расположенных друг против друга На одном из этих клапанов просекают язычки (застежки), а на противоположном— два замочных отверстия (ушки). Просечка язычков и отверстий производится на универсальной просекальной машине при помощи просекальных аппаратов. Такой аппарат состоит из верхнего пуансона, который крепится к верхней раме станка, и нижней матрицы, которая должна быть укреплена на нижней неподвижной части просекальной машины. Просекальные аппараты могут перемещаться, поэтому они могут служить для просекания пачек разного размера. Наличие на машине упорных приспособлений позволяет регулировать глубину просечки, считая от края закроя. Ножи, применяемые для просечки язычков, передвигаются по основному ножу для продольных прорезей. Ушки замков могут быть расположены параллельно или наклонно по отношению к форме закроя; в последнем случае отверстие ушка должно быть удлиненным, чтобы язычок проходил свободно и в наклонное ушко. Этот вид пачечных замков всегда обеспечивает прочную закупорку пачки. Все клапаны (прямые и замочные) имеют одну высоту. Замки для трехклапанных складных пачек Существуют складные пачки с тремя клапанами (четвертый клапан отрублен) с обеих сторон, причем средний клапан имеет удлиненную форму для образования застежки. Такие замки можно изготовлять тремя способами на универсальном просекальной станке.
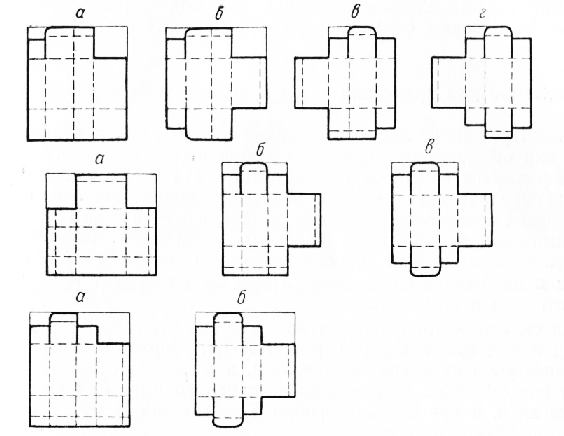
Рис. 2. Технологические схемы просечки клапанов.
Одновременно просекаются шлицевые прорези, завалы язычка, часть первого и третьего клапанов и отрубается четвертый клапан, то есть просекается полностью одна сторона пачки за один удар. Необходимо отметить, что при таком сложном наборе разных просекальных ножей требуется большая точность установки и регулировки этих ножей, а также внимательный уход за режущим инструментом. Ножи всех просекальных аппаратов должны быть шлифованными и точно подогнаны, в особенности при сложных профилях ножей. Кроме того, следует учитывать, что большинство просекальных аппаратов не имеет направляющих приспособлений, и поэтому перед началом работы станок должен быть тщательно отрегулирован, в особенности параллели, чтобы обеспечить точное попадание ножей в матричные отверстия. Замки и застежки для складных коробок Складные пачки отличаются от складных коробок тем, что складные пачки открываются только с торцевых сторон и состоят из одной детали, а складные коробки могут состоять из двух деталей и каждую из них (крышку и низок) собирают отдельно. Замки и застежки для складных коробок имеют различные формы. Рассмотрим самые распространенные из них. Замки для крепления углов прямоугольных коробок Существует несколько разновидностей этих замков и застежек, и все они обеспечивают прочность собранных углов, в особенности на разжатие со стороны содержимого. При регулировке просекальных аппаратов для просечки этих замков необходимо следить, чтобы все язычки и ушки были расположены так, чтобы после сборки коробок все стенки оказались на одном уровне и не было бы перекосов. Такие замки служат для сборки каждого угла в отдельности. Для складных коробок, состоящих из двух деталей, существует еще один вид крепления. При сборке этих коробок отдельные углы не крепят застежками, а собирают сразу короткие стенки коробки. При сборке коробки а необходимо клапаны крепить на клей, а при сборке коробки б достаточно загнуть клапаны внутрь коробки в распор. Этот способ применяется главным образом для плоских прямоугольных коробок, которые применяются в кондитерской промышленности. Коробки а можно закраивать на универсальном закройном оборудовании (рилевочно-резальных машинах и на просекальных машинах), а коробки, имеющие по своей конструкции косые линии отрезов, должны заготовляться по методу штампования. На таких коробках иногда делают дополнительные клапаны вдоль продольных стенок коробок. Эти клапаны загибают внутрь стенок и приклеивают, в результате чего продольные стенки приобретают двойную толщину. Если на картонажном предприятии установлено только универсальное закройное оборудование, то оно может изготовлять коробки только прямоугольной формы, при наличии же оборудования для штампования (тигельные прессы, штанцпрессы и др.) можно изготовлять складные коробки всевозможных форм и конструкций. Реклама:Читать далее:Производство бумажной мягкой тарыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|