|
|
Категория:
Электромонтер-ремонтник Нормальная технология пропитки изоляции обмоток предусматривает предварительную сушку, пропитку лаками и окончательную сушку. Многократное пропитывание обмоток обеспечивает более высокое качество изоляции. Для создания влагонепроницаемой пленки и гладкой поверхности, на которой меньше скопляется пыль, чем на шероховатой, после окончательной пропитки и сушки обмотки покрывают покровным лаком или эмалью. Предварительную сушку производят до полного удаления влаги из обмотки и выполняют в специальных сушильных шкафах при температуре воздуха 110—120 °С. Существует несколько способов пропитки. Наиболее распространена для машин небольшой мощности пропитка погружением в пропиточный состав. После предварительной сушки статоры и роторы (якоря) с обмоткой охлаждают до температуры 60 – 70 °С и опускают в пропиточный бак с лаком. Якорь опускают вертикально, коллектором вверх так, чтобы петушки коллектора не доходили до поверхности лака в баке на 15-20 мм. Пропитку продолжают до тех пор, пока не перестанут выделяться пузырьки воздуха, что свидетельствует о заполнении лаком всех пор обмотки. Пропиточный лак применяют малой вязкости. Необходимая вязкость лака достигается добавлением растворителя. После пропитки обмотку устанавливают на 15-20 мин на решетку, чтобы излишек лака стек в бак. За это воемя тщательно очищают тряпкой, смоченной в растворителе, сердечник, вал ротора, выводные концы и другие поверхности, где не должно быть лаковой пленки. После этого пропитанную обмотку сушат в сушильном шкафу с целью удаления остатков растворителя из пор изоляции и запекания лаковой пленки. Изоляцию считают хорошо высушенной после пропитки, если ее лаковая пленка совершенно не липнет к пальцам.
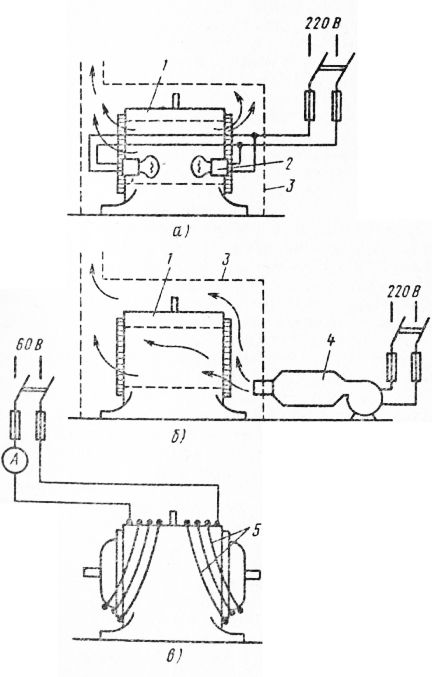
Рис. 1. Сушка обмоток электродвигателей: Еще не остывшие после сушхи лобовые части обмотки покрывают слоем покровного лака или эмали, которые наносят кистью или пульверизатором. После этого обмотки окончательно сушат в печах или на воздухе. На ремонтных базах, имеющих специальное оборудование, применяют способы вакуумной пропитки и пропитки под давлением или же комбинируют эти способы. Они совершеннее описанного выше, но требуют более сложного оборудования. Печи для сушки на разных ремонтных базах различны по конструкции. Но для них обязательна механизация подачи деталей машин и обмен воздуха, обеспечивающий удаление паров растворителя. Воздух в печи нагревают паром под высоким давлением или электрическим током в зависимости от энергетических возможностей предприятия. Применяют сушку обмоток небольших электродвигателей инфракрасными лучами. Обмотку можно облучать непосредственно на участке ремонта лампами инфракрасного излучения ЗС-1, ЗС-2, ЗС-З, в которых 80 — 90% подводимой электрической энергии преобразуется в энергию теплового излучения. Этот способ не требует громоздких и сложных сушильных печей и шкафов. Для сушки можно применять и воздуходувки. В этом случае поток горячего воздуха направляют на станину, от нагрева которой нагревается и обмотка. Распространен также индукционный способ сушки: за счет потерь в стали последняя нагревается и подсушивает обмотку. Различные способы сушки электродвигателя показаны на рис. 1, а —в. Реклама:Читать далее:Ремонт подшипниковых щитов, валов и подшипниковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|