|
|
Категория:
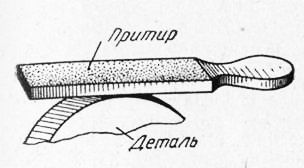
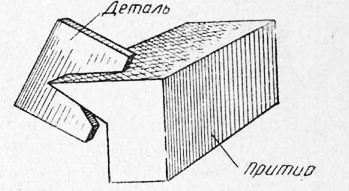
Слесарно-инструментальные работы Далее: Техника доводки Доводка металлов есть способ заключительной обработки поверхности свободными зернами порошкообразных абразивов с целью получения точной формы, точных размеров (до 0,1 мк) и высокой чистоты поверхности (11—14 классы чистоты). В том случае, когда назначение процесса заключительной обработки сводится к решению только одной задачи — приданию поверхности чистоты и гладкости — его называют полированием. Доводящие инструменты, предназначенные для нанесения на их поверхности шлифующей смеси и осуществления процесса доводки, называются притирами. Производительность процесса доводки и качество обработанной с ее помощью поверхности зависят от применяемых абразивных материалов, свойств смазывающих веществ, конструкции и материала притиров и режимов доводки, т. е. давления инструмента на обрабатываемую поверхность и скорости перемещения поверхности притира по отношению к детали. Итак, как выбрать те или иные абразивно-доводочные материалы для конкретных условий процесса доводки? 1. Лучшие абразивные материалы для предварительной доводки поверхности закаленной стали — электрокорунд и особенно электрокорунд белый, а также грубая и средняя паста ГОИ. Причем электрокорунд лучше при механической доводке стальных поверхностей, а пасты ГОИ — при ручной доводке малых поверхностей. Для доводки поверхности металлокерамических твердых сплавов применяются порошки алмаза, карбида бора и карбида кремния. Карбид кремния, может применяться и для доводки стальных поверхностей, однако он быстрее теряет свои режущие свойства, по сравнению с электрокорундом. 2. Не следует пользоваться грубыми номерами абразивных материалов при незначительной величине припуска под доводку, так как образовавшиеся глубокие риски могут оказаться невыведенными при полировании. 3. Значительный припуск позволяет начинать доводку более грубыми номерами микропорошков (М28) и заканчивать ее более тонкими (М10). Однако правильное ведение процесса доводки не ограничивается умелым выбором абразивных материалов. Оно требует обязательного применения смазывающих веществ. Эти вещества помогают сохранить остроту абразивных зерен, ускорить процесс доводки, оказав химическое действие на поверхность детали, и увеличить точность и чистоту обработанной поверхности. В связи с этим для отдельных видов работ рекомендуются смазывающие вещества, приведенные в табл. 12. Добавка веретенного масла к такому смазочному веществу, как, например, керосин, увеличивает производительность доводки. Такими же, да, пожалуй, еще и в большей степени, ускоряющими процесс доводки веществами являются олеиновая и стеариновая кислоты, а также канифоль, прибавляемые к смазочному веществу в очень небольших количествах. Смазывающие вещества наносятся на притир вместе с абразивным материалом тонким слоем. Излишек этих веществ снижает производительность и точность процесса доводки. Процесс доводки идет наиболее производительно при удельном давлении на обрабатываемую поверхность в пределах 1,5—2 кг/см2. Дальнейшее повышение удельного давления только ухудшает качество доводки, не повышая ее производительность. Большое значение имеет и скорость перемещения детали относительно поверхности притира. По мере увеличения скорости растет съем металла с поверхности, но одновременно резко возрастает теплообразование, заставляющее расходовать излишнее время на остывание детали для промера. Рост скорости также снижает и качество доводки. Поэтому средние скорости при предварительной доводке не превышают 35—40 м/мин, а при окончательной доводке и полировании 25 м/мин. При доводке режущего инструмента из твердых сплавов эта скорость составляет 60—90 м/мин (1—1,5 м/сек). Особенно отрицательно сказывается излишне большая скорость при доводке хромированных поверхностей, приводящая к сползанию покрытия и порче поверхности. Для доводки применяют два вида притиров: притиры, соприкасающиеся с деталью при доводке по одной линии (рис. 1) и притиры, соприкасающиеся с ним по поверхности (рис. 2). Первый вид притиров применяется при весьма тонкой доводке и полировании цилиндрических и конических поверхностей. Второй вид используется для большинства доводочных работ, за исключением случаев особо точной доводки. Осуществление процесса доводки требует, чтобы абразивные зерна вдавились в поверхность притира. Это вдавливание зерен в его поверхность называется процессом шаржирования притира. Шаржирование может быть принудительным и естественным. Принудительное шаржирование имеет место при работе твердыми абразивно-доводочными материалами. Для этого притир покрывается тонким и ровным слоем доводочного материала, который вдавливается затем в поверхность с помощью ролика или плитки. После равномерного насыщения поверхности излишки абразива удаляются.
Рис. 1. Притир для доводки цилиндрической и конической поверхности.
Рис. 2. Плоский притир.
При работе мягким абразивным материалом процесс шаржирования происходит естественным путем. В этом случае поверхность притира или детали покрывается ровным слоем полужидкой абразивной пасты, которая во время доводки самопроизвольно вдавливается в более мягкий материал притира. Само собой разумеется, что в обоих случаях необходимо, чтобы материал притира был значительно мягче материала детали. Применение слишком твердого материала для изготовления доводящих инструментов приводит к преждевременному дроблению абразивных зерен и неравномерным штрихам на поверхности детали, слабому проникновению зерен в притир и низкой производительности процесса. Поэтому доводящий инструмент изготовляется из таких, сравнительно, не твердых материалов, как дерево (липа или береза), свинец, красная медь, латунь и чугун. Применяется также и стекло. Уменьшение твердости материала притира в пределах одной группы материалов, способствует росту производительности доводки. Если от детали требуется только чистота и гладкость поверхности, применяют притиры из весьма мягкого материала (дерева, свинца, красной меди). В том случае, если необходимо еще создать и точную геометрическую форму, пользуются притирами из твердых материалов (например, твердого чугуна). Доводящий инструмент из стекла дает высокую точность и чистоту поверхности, но малую производительность и по этой причине служит только для окончательной доводки высокоточного инструмента. Реклама:Читать далее:Техника доводкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|