|
|
Категория:
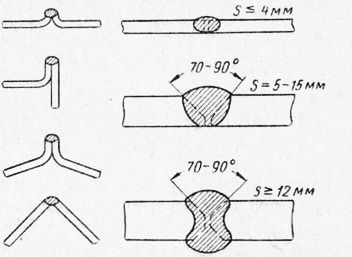
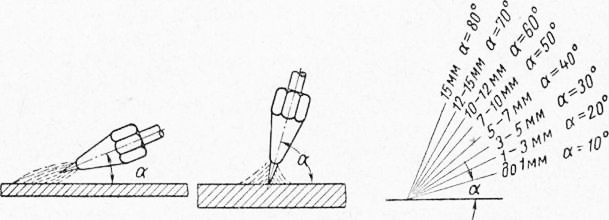
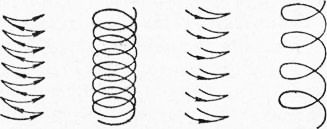
Сварка металлов Газовая, или газоплавильная сварка относится к группе способов сварки плавлением и занимает важнейшее место в этой группе, уступая по практическому значению лишь дуговой электросварке. Для осуществления процесса сварки возможно применение разных горючих, соответственно чему можно различать сварку водородно-кислородную, бензино-кислородную и т. д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды горючих имеют ограниченное применение. Существенное технологическое отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла. Это основное отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других — преимуществом газового пламени и определяет следующие основные области его применения для сварки: Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине стали выше 8—10 мм газовая сварка обычно экономически невыгодна, хотя технически еще возможна сварка стали толщиной 30—40 мм. При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной, не говоря уже об экономической невыгодности для таких, например, объектов, как строительные металлоконструкции, мосты, вагоны, корпусы судов, станины крупных машин и т. п. Замедленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна и некоторое снижение механических свойств металлов. Значительные деформации металла, возникающие при газовой сварке, ограничивают возможности выбора рациональных форм сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой сваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок. Квалифицированные сварщики могут пользоваться и более мощными горелками, увеличивая скорость продвижения пламени вдоль шва и повышая производительность сварки. Горелку обычно регулируют для работы на нормальном пламени. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наиболее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, кроме подбора соответствующего размера горелки, сварщик может плавно регулировать тепловое действие пламени металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла. В процессе сварки горелке сообщают колебательные движения, и конец мундштука описывает зигзагообразный путь, аналогичный пути, проходимому концом металлического электрода при дуговой сварке. Горелку сварщик держит в правой руке, если же требуется добавление присадочного металла, то сварщик держит присадочный пруток в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла, причем конец его должен быть погружен в ванну расплавленного металла. Концу прутка сообщают зигзагообразные колебательные движения в направлении, противоположном движениям горелки, таким образом, что пруток и мундштук горелки движутся всегда навстречу друг другу.
Рис. 1. Форма соединений, применяемых при газовой сварке
Рис. 2. Применяемые углы наклона горелки в зависимости от толщины металла
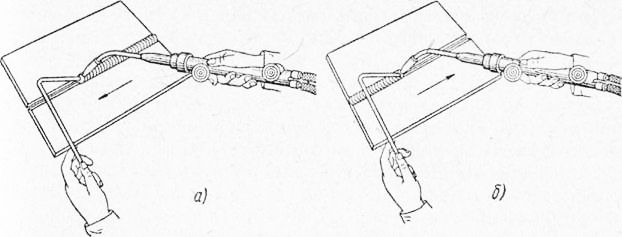
Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. Существует два способа выполнения газовой сварки, так называемые левый и правый способы. При обычно применяемом левом способе сварки впереди перемещается присадочный пруток, за ним следует горелка. Сварной шов остается сзади горелки, пламя направлено вперед, на основной металл. Наиболее удобно для сварщика в этом случае перемещать горелку вдоль шва справа налево. При правом способе сварки впереди перемещается горелка, за ней следует присадочный пруток, расположенный между швом и горелкой. Шов расположен впереди горелки, считая по направлению пламени, пламя направлено назад, на сварной шов. При правом способе горелка обычно перемещается слева направо. Правый способ дает лучший к. п. д. использования тепла пламени, а потому повышает производительность сварки и соответственно снижает на 15—20% удельный расход газов. Несмотря на указанное преимущество, правый способ применяется довольно редко; это объясняется тем, что преимущество данного способа заметно проявляется лишь при сварке металла толщиной свыше 5 мм, что редко встречается при газовой сварке. При сварке металлов малых толщин правый способ, не давая заметных выгод, увеличивает опасность прожога металла, почему и не применяется. С целью повышения производительности газовой сварки целесообразно разделить пламя на несколько отдельных самостоятельных пламен, расположенных по оси шва. Несмотря на несомненное повышение производительности сварки, даваемое многопламенными горелками, они пока не получили заметного распространения в нашей промышленности из-за сложности конструкции и обслуживания, громоздкости и неудобства в работе по сравнению с нормальной однопламенной горелкой.
Рис. 3. Схема поперечных колебательных движений мундштука горелки
Рис. 4. Способы выполнения газовой сварки:
а — левый; б — правый
Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке, и изготовляется по ГОСТу 2246—60. Для газовой сварки низкоуглеродистой стали применяется проволока марок Св-08, Св-08А и Св-15Г. Для сварки чугуна выпускают специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния. Для наплавки твердых износостойких покрытий выпускаются стерженьки литых твердых сплавов, например твердый сплав сормайт, разработанный сормовским заводом. Взамен электродных обмазок, применяемых при дуговой сварке, в газовой сварке довольно широко пользуются флюсами, применение которых является необходимым для газовой сварки чугуна, цветных металлов и некоторых специальных сталей. Флюсы добавляют в ванну для растворения окислов и образования легкоплавких шлаков, хорошо всплывающих на поверхность ванны. Во флюсы могут вводиться восстановители и присадки, легирующие наплавленный металл. Флюсы применяются в форме порошков и паст, наносимых на основной металл или на присадочный пруток. Действие флюсов на окислы может быть химическим и физическим, однако часто между ними трудно провести четкую границу. Химическое действие флюсов заключается в образовании с окислами металлов легкоплавких соединений, устойчивых при высоких температурах. Для химического флюсования окислов металлов основного характера, например закиси железа FeO, во флюсы вводят окислы кислотного характера, например двуокись кремния Si02 (кварцевый песок, толченое оконное стекло) и борный ангидрид В203 (буру, борную кислоту). Для флюсования окислов кислотного характера, например двуокиси кремния Si02, применяются соединения, дающие основные окислы. С этой целью обычно применяются сода Na2C03 и поташ К2С03, дающие соответственно в зоне сварки основные окислы Na20 и К20. Для флюсов-растворителей применяют главным образом галоидные соли щелочных и щелочноземельных металлов NaCl, КС1, LiCl, СаС12, NaF, KF, CaF2 и др., а также углекислые и фосфорнокислые соли натрия. Для усиления действия флюсов-растворителей в них часто добавляют бисульфаты натрия или калия NaHS04 и KHS04. Образующаяся свободная кислота переводит окислы металла в галоидные соли, усиливая их растворимость во флюсе и понижая температуру плавления образующегося шлака. Применение газовой сварки обширно и разнообразно. Газовую сварку применяют в самолетостроении, где преобладает сварка металлов малых толщин (1—3 мм), в производстве химической аппаратуры. Важное значение имеет газовая сварка в прокладке и монтаже трубопроводов самых разнообразных назначений, в особенности малых диаметров, до 100 мм. Газовая сварка является незаменимым мощным средством при ремонте и с этой целью широко используется в ремонтных мастерских для всех видов транспорта, в сельском хозяйстве и т. д. Качество сварных соединений, выполняемых газовой сваркой, выше, чем при дуговой электродами с тонкой ионизирующей обмазкой, но несколько уступает дуговой сварке, выполненной качественными электродами. Основная причина некоторого снижения прочности сварных соединений состоит в том, что при газовой сварке не производится легирования наплавленного металла, в то время как при дуговой сварке качественные электроды, содержащие в обмазке ферросплавы, производят довольно значительное легирование. Таким образом, газовая защита, обеспечиваемая восстановительной зоной сварочного пламени, для получения качественного сварного соединения менее эффективна, чем действие качественных электродных обмазок при дуговой сварке. Производительность газовой сварки, значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах (0,5—1,5 мм) газовая сварка по производительности может превосходить дуговую. С увеличением толщины металла до 2—3 мм скорости газовой и дуговой сварки уравниваются, а затем разница в скоростях быстро, возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла. К особенностям газовой сварки следует также отнести почти исключительное выполнение сварных швов за один проход. Выполнение швов за.несколько проходов, т.е. в несколько слоев, широко практикуемое в дуговой сварке, почти не находит применения при газовой сварке, где довольно часто применяется проковка шва в горячем состоянии, дающая в ряде случаев хорошие результаты — повышение плотности наплавленного металла и прочности шва. Газовое пламя менее ярко, чем сварочная дуга, излучения пламени не обжигают кожи лица, поэтому достаточна защита глаз сварщика очками с цветными стеклами. Реклама:Читать далее:Автоматическая газовая сваркаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|