|
|
Категория:
Машиноведение Далее: Режущие инструменты Всем хорошо известны приемы резания материалов с помощью ножа или ножниц. Нож врезается в материал и, действуя как узкий острый клин, разделяет его на две части. Направление действующей силы и движение резания проходит точно посредине ножа, так что на обе его грани действуют одинаковые силы сопротивления материала. Такой вид резания принято называть разрезанием.
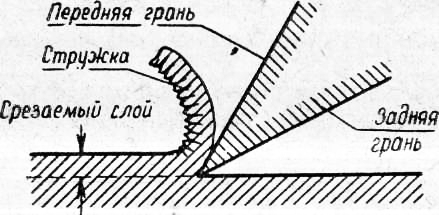
Рис. 1. Режущий клин. Ножницы представляют собой два противоположно направленных лезвия, которые создают в материале деформацию сдвига, а затем вызывают срез. Действующие силы и движение резания (среза) направлены так, что наибольшее усилие испытывает лишь одна из граней каждого лезвия ножниц. В отличие от первого этот вид резания называют срезыванием. Важной особенностью обоих видов резания материалов является отсутствие стружки. При строгании дерева с помощью рубанка или шерхебеля мы познакомились с третьим видом резания посредством снятия стружки. Резец (заостренный клин) срезает слой материала с поверхности обрабатываемого предмета и отгибает его своей передней гранью, образуя стружку. Этот вид резания получил огромное распространение при обработке металлов и выполняется на разнообразных станках различными инструментами. В результате снятия стружки получают детали требуемых форм и размеров. Удаляемый с заготовки слой металла называют припуском на обработку. Несмотря на многообразие видов инструментов, применяемых при резании металлов, в их конструкции имеется много общего. Обычно режущий инструмент работает как заостренный клин, перемещается относительно поверхности заготовки и снимает с нее стружку. Режущей части придают специальную фбрму, которая осуществляет резание. На рисунке 1 мы видим, что режущий клин имеет заострение, образованное двумя гранями — передней и задней. Принцип работы режущего клина сохраняет большинство режущих инструментов. Рассмотрим конструкцию токарного резца. Токарный резец состоит из режущей части (головки) и тела. В головке резца различают переднюю грань , по которой стекает стружка, и две задние грани: глазную и вспомогательную. Этими гранями резец обращен к обрабатываемой заготовке. Линии пересечения передней и задней граней называются режущими кромками. Одна из них, главная, производит снятие слоя металла, вторая — вспомогательная.
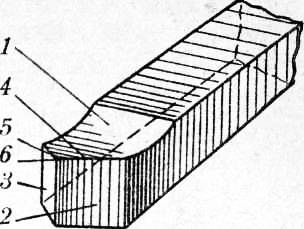
Рис. 2. Токарный резец:
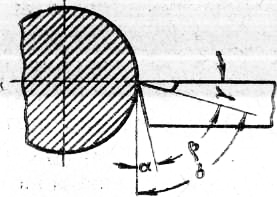
Рис. 3. Углы резания. Величина переднего угла существенно влияет на работу, затрачиваемую на снятие стружки. Передний угол также зависит от свойств обрабатываемого материала и качеств режущего инструмента. Так, наименьшая работа на снятие стружки затрачивается при переднем угле, равном 45°. Однако резец с таким передним углом оказывается недостаточно прочным при резании твердых металлов, и поэтому передний угол в этом случае уменьшают до 10—15°. Если к тому же материалом режущей части резца служит хороший твердый сплав, то передний угол приходится делать еще меньше, равным 5—0°, или даже отрицательным, т. е. угол резания становится тупым. Задний угол оказывает громадное влияние на режущую способность резца. В процессе резания резец своей задней гранью касается поверхности резания. При этом возникает трение, приводящее к усиленному износу резца и повышению температуры режущей кромки, что и приводит к ее быстрому разрушению и выходу резца из строя. Для уменьшения трения задней грани о поверхность резания задний угол стремятся сделать возможно большим, но это, как и при уменьшении переднего угла, влечет за собой ослабление режущей части резца. Поэтому величина заднего угла находится в пределах 6—15° и зависит от инструмента и условий его работы. Выбор переднего и заднего углов для заточки инструмента производится по специальным таблицам. Реклама:Читать далее:Режущие инструментыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|