|
|
Категория:
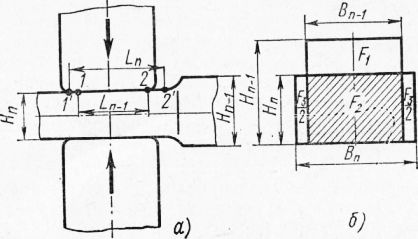
Ковка на молотах и прессах Далее: Протяжка на оправке Протяжка — удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Она осуществляется последовательными обжатиями отдельных участков заготовки, выполняемых в определенном порядке. При каждом ударе молота или нажатии пресса часть заготовки, находящаяся между бойками, увеличивается в длину при одновременном уменьшении высоты и увеличении ширины в поперечном сечении. Определенное число обжатий, осуществляемых последовательно до определенной толщины заготовки, называется проходом. Два последовательных обжатия с промежуточной кантовкой (поворотом) между ними на 90° называют переходом. Таким образом, при повороте заготовки на 90° следующее обжатие выполняется по ранее обжатой и несколько расширившейся части заготовки, благодаря чему происходит дальнейшее увеличение длины заготовки.
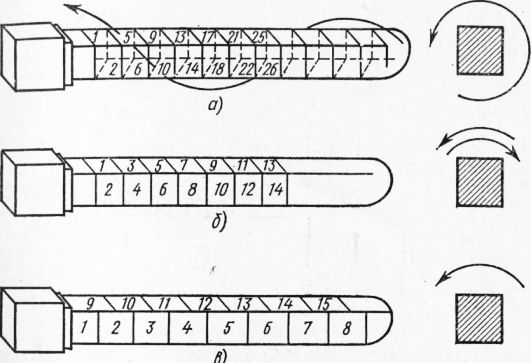
Рис. 1. Схема протяжки на плоских бойках: Однако следует иметь в виду, что при малых подачах резко возрастает число переходов, оно также резко возрастает и при использовании излишне больших подач вследствие большого уширения металла и увеличения числа кантовок для его устранения. Величину относительной подачи при многопереходной ковке под молотами принимают от 0,4 до 0,7. Способы осуществления протяжки разнообразны. Протяжку ззготовок поковок с прямоугольным или квадратным сечением выполняют на плоских бойках тремя способами. Первый способ: после каждого обжатия заготовку кантуют в одну и ту же сторону на 90°, а после каждых четырех обжатий осуществляют подачу заготовки. Этот способ протяжки, осуществляемый как бы по винтовой линии, отличается большой трудоемкостью и его применяют только для ковки твердых инструментальных сталей.
Рис. 2. Способы протяжки заготовок с прямоугольным или квадратным сечением на плоских бойках: Второй способ: после каждого обжатия с одной и другой стороны (переход) выполняют подачу и следующий переход. Кантовку выполняют при этом в обе стороны. Способ применяют преимущественно для ковки крупных заготовок. Третий способ: обжатия выполняют без кантовки в одном и том же направлении. После выполнения первого прохода кантуют заготовку на 90^ и выполняют второй проход. Способ применяют при ковке небольших и средних по массе заготовок из углеродистых и легированных сталей. Заготовки круглого сечения из высоколегированных низкопластичных и, следовательно, склонных к трещинообразованию сталей рекомендуется проковывать вначале на пластину с прямоугольным сечением, а затем — на круг. Для протяжки заготовок круглого, квадратного или прямоугольного сечений на круг наиболее целесообразно использовать вырезные или комбинированные бойки. Благодаря тому что уширение в таких бойках ограничено, интенсивность вытяжки возрастает на 20—40%. По сравнению с плоскими протяжка в вырезных бойках обеспечивает более гладкую поверхность и более точные диаметры поковок без опасности возникновения внутренних осевых трещин. При большой разнице в величинах сечений заготовки и поковки из-за ограниченной величины обжатия осуществить протяжку в одной паре вырезных бойков невозможно. В этом случае протяжку выполняют в двух и более парах таких бойков, а иногда оказывается более производительным перековать в плоских бойках заготовку круглого сечения в квадратное, выполнить протяжку и далее в вырезных бойках перековать с квадрата на круг требуемого размера.
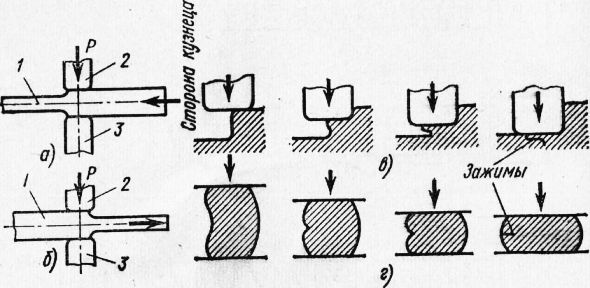
Рис. 3. Протяжка приемом от себя (<г), на себя (б) и схемы образования поперечных (в), продольных (г) зажимов при протяжке При ковке под молотом длинные заготовки обычно протягивают от середины к концам, короткие — с одного конца к другому, крупные— с подачей от себя, а мелкие — с подачей на себя. Во избежание образования продольного изгиба при протяжке заготовки с прямоугольным сечением отношение ее высоты к ширине не должно превышать 2—2,5. Это отношение представляет собой коэффициент перехода При больших отношениях при протяжке могут появиться продольные зажимы. Поперечные зажимы могут образоваться в случаях, когда величина подачи а0 при протяжке берется меньшей, чем высота ступени АН/2. Чтобы усадочная рыхлость слитка не затягивалась внутрь поковки, протяжку выполняют от середины к концам. После биллетировки с целью получения высококачественной металла, заварки внутренних дефектов и обеспечения требуемых механических свойств слиток протягивают с обжатиями, степень деформации которых по высоте составляет не менее 15—20%. При протяжке, должен быть обеспечен равномерный нагрев слитка или заготовки во избежание их искривления при ковке, поскольку более нагретая часть всегда вытягивается интенсивнее, чем менее нагретая. Такое же искривление может происходить при протяжке под прессом поскольку сторона, лежащая-на нижнем бойке, охлаждается быстрее, чем сторона, периодически соприкасающаяся с верхним бойком. Искривление может быть настолько значительным, что при кантовке на 90° бывает трудно удержать заготовку в равновесии. В этом случае заготовку кантуют на 180° и при дальнейшей протяжке ось заготовки выравнивается сама по себе. После этого, скантовав заготовку на 90°, продолжают ее протяжку «на ребро». Реклама:Читать далее:Протяжка на оправкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|