|
|
Категория:
Проектирования технологических процессов Далее: Расшлифовывание «Honning» Этот метод обработки получил в настоящее время весьма широкое распространение, в особенности в массовом и даже крупносерийном производстве. Изготовление шпоночных канавок и шлиц в отверстиях, профильных отверстий разной формы теперь в производстве автомобилей (и тракторов), как правило, уже производится методом протяжки. Отверстия шестерен как с канавками, так и без них для коробки скоростей, а также и некоторых шестерен заднего моста, обрабатываются в настоящее время большей частью протяжкой. В последнее время этим методом начинают также широко пользоваться (при крупных размерах производства) и для обработки части наружного контура детали. Так, можно указать, что зубья сектора ручного тормоза большей частью получают протяжкой. В американской же практике крупных заводов можно видеть протяжку вместо фрезеровки на некоторых операциях по шатуну (боковые поверхности большой головки), по кулаку передней оси, разрезной направляющей втулке клапанов и пр.
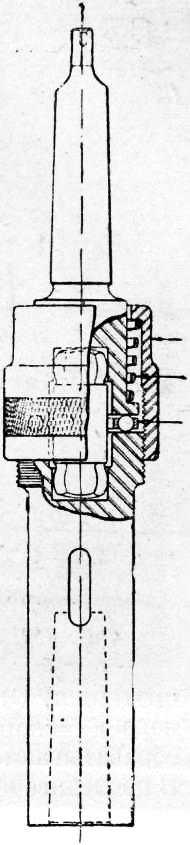
Рис. 1. Качающаяся оправка.
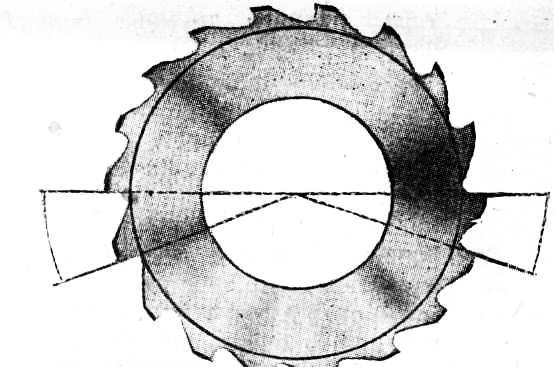
Рис. 2.
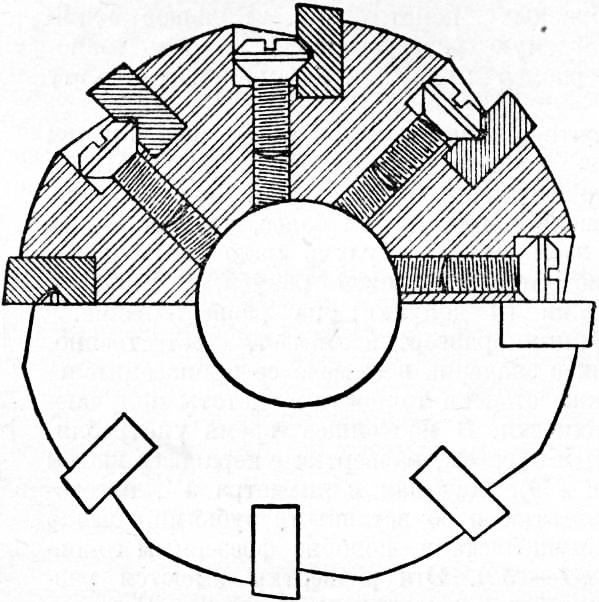
Рис. 3. Поперечный разрез развертки
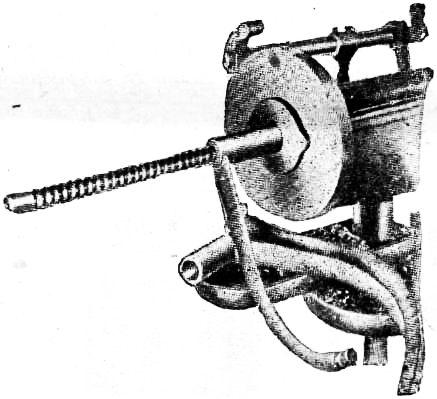
Рис. 4. Протяжка отверстия. Метод протяжки заключается в том, что сквозь обрабатываемое отверстие (или охватывая наружную часть контура) протягивается инструмент, снабженный режущими зубцами нужного профиля, называемый «протяжкой» или «прошивкой» (иногда «прошивочным, дорном»). На рис. 253 дан пример прошивки круглого отверстия втулки рычага вместо развертывания. Производительность— 90—120 шт. в час. Отверстие должно быть, конечно, предварительно просверлена (или расточено) и заторцовано с одной стороны (поверхность упора детали в прошивной станок). Припуск на прошивку для отверстий принимается от ОД до 0,8 мм на диаметр, причем большие значения припуска берутся для более длинных отверстий (так как в них больше чувствуется «увод» сверла) и для отверстий большей точности. В расточенных отверстиях припуски берутся от 0,125 до 0,25 мм. Надо отметить, что фасонные отверстия и отверстия со шпоночными канавками методом прошивки выполняются наиболее надежна в смысле точности и наиболее экономично при достаточно больших количествах деталей (даже в серийном производстве часто это наиболее экономичный метод). При больших размерах производства прошивка успешно конкурирует даже с’ развертыванием круглых отверстий. На рис. 254 изображен пример прошивки части наружного профиля — зубцы на зубчатом секторе ручного тормоза автомобиля. Заготовка предварительно выштампована из полосового материала с двумя отверстиями, на которые она. и базируется при установке на прошивочном станке. Помимо указанного, методом прошивки можно получать не только прямые, но и спиральные канавки, или нарезы в отверстиях, — но такие работы в автотракторном производстве встречаются чрезвычайна редко. Причина широкого распространения метода прошивки заключается, во-первых, в надежном достижении нужной степени точности. (0,012 мм для отверстий и 0,025 мм для наружных контуров, т. е. посадки второго класса точности весьма надежно получаются этим методом) и, во-вторых, в высокой производительности этого метода. Производительность здесь определяется скоростью движения и длиной прошивки, числом одновременно – прошиваемых деталей и затем вспомогательным временем: на обратный ход, установку детали (или деталей) и постановку прошивки для следующей обработки. Таким образом длинные детали с большим припуском прошиваются в количестве от 30 до 60 шт. в час. Короткие же отверстия прошиваются часто по несколько штук сразу с производительностью да 400 шт. в час. Скорость резания протяжки колеблется от 2 до 6 м/мин.
Рис. 5. Протяжка наружного профиля. Для протяжки круглых отверстий по стали (Н=190—200)— 3—4,25 м/мин. Для протяжки наружных контуров по стали (Н=190—200) — 4,25—5,5 м/мин. Для протяжки шпоночных канавок по стали (H=190—200) — 5,5—6 м/мин. Очень мягкие и очень твердые материалы требуют меньшей скорости протягивания, так как етружка попадает под зубец и портит поверхность при высоких скоростях.
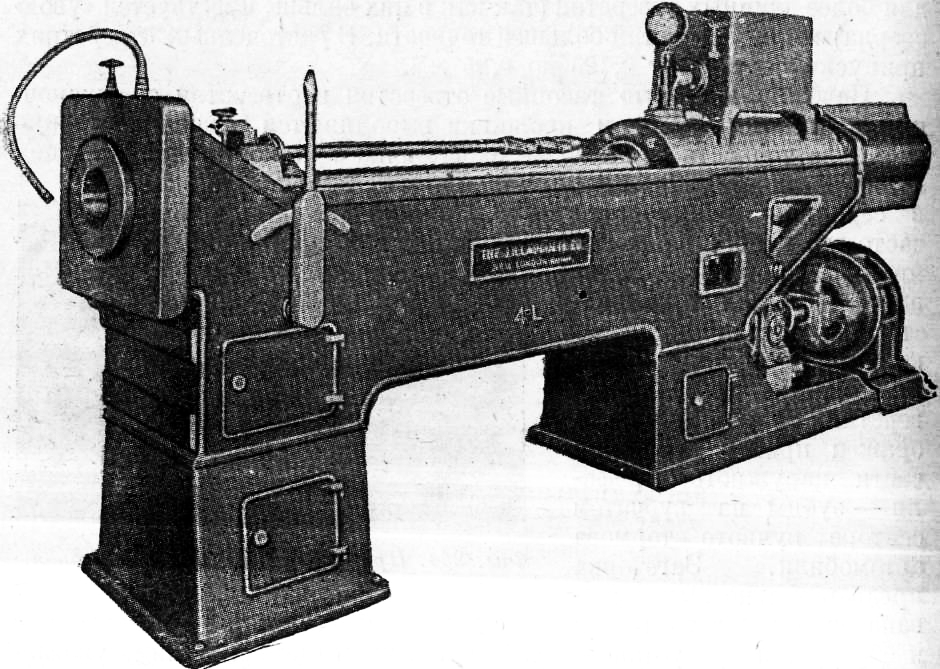
Рис. 6. Станок для протяжки фирмы Lapoiflt (с гидравлической подачей). Прошивочные станки сравнительно мало отличаются между собой но конструкции. Главнейшим отличием их является винтовая или гидравлическая- подача инструмента. Обратный же ход тянущего шпинделя станка обычно имеет скорость движения, примерно, втрое большую, чем рабочий ход. Процесс протяжки следует производить с достаточно густым растительным маслом (рыбьим жиром или свиным салом машинное масло приемлемо лишь для менее ответственных работ. Весьма важным обстоятельством в работе является аккуратная очистка прошивки после каждого прохода от стружки между зубьями (очистка от стружки обычно производится ручной щеткой). Прошивочные станки развивают большое усилие на шпинделе при работе: до 10, 30 и даже до 60 т, в зависимости от размера станка. Отсюда потребляемая мощность этих станков относительно большая: от 3 до 15 л. е., также в зависимости от размера станка.
Рис. 7. Прошивка.
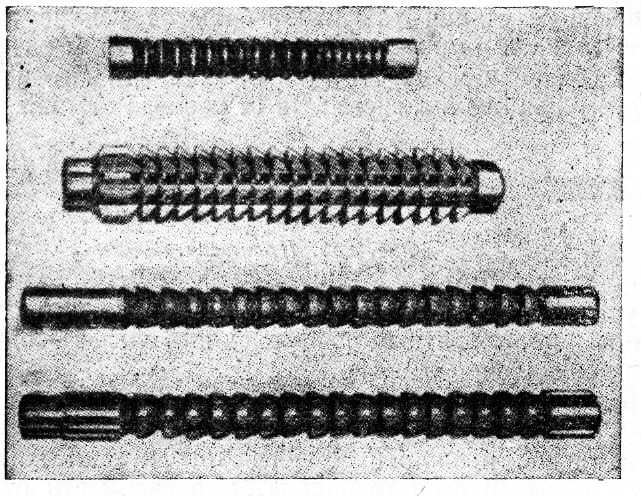
Рис. 8. Прошивка (реечного типа). Для увеличения производительности имеются станки двухшпиндельные, с взаимно- обратным движением шпинделей — один работает, другой — возвращается обратно. Устройство и конструкция прошивок. В этом методе обработки главная задача заключается в применении правильной прошивки. Вообще говоря, для каждой работы должна применяться своя прошивка. В зависимости от количества снимаемого при этом металла употребляются одна, две и даже три прошивки последовательно (разделение припуска). Помимо прошивания на особых станках, путем протягивания через обрабатываемое отверстие инструмента иногда производят прошивание путем проталкивания сравнительно короткого инструмента через отверстие на прессе. Этот способ применяется при сравнительно небольших припусках и небольшой длине прошиваемого отверстия. Сам инструмент, называемый прошивкой (или брошью), представляет собой либо зубчатую скалку с профилем сечения, постепенно приближающегося к контуру требуемого отверстия (или к наружному контуру детали), либо зубчатую рейку. Метод прошивания зубчатой рейкой употребляется, главным образом, для одиночных шпонок или для протяжки конических фасонных отверстий (при достаточно больших размерах отверстия). В этом случае в обрабатываемое отверстие вставляется различной конструкции втулка с направляющим прорезом для протягиваемой рейки. Однако, в крупных производствах предпочитается употребление не зубчатых реек, а зубчатых скалок, так как последний способ более производителен и надежен. Применять рейки приходится в тех случаях обязательно, где размеры отверстия очень велики, а протягиваемый профиль мал (например шпоночная, канавка в отверстии большого диаметра и пр.). Прошивки для прошивочных станков обычно имеют в длину от 1000 до 1600 и даже до 2000 мм. Прошивки же для прессов обычно короткие — 250—400 мм, в зависимости от диаметра, и всегда представляют собою короткие зубчатые скалки.
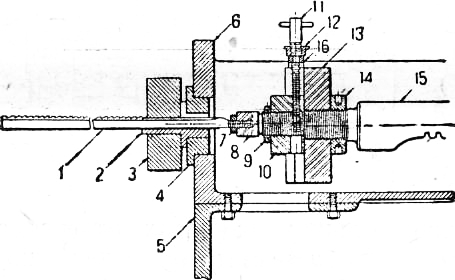
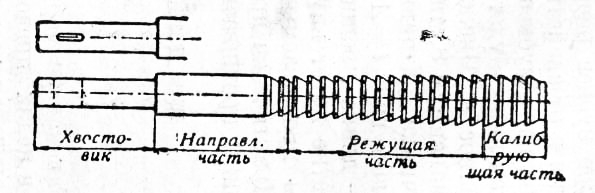
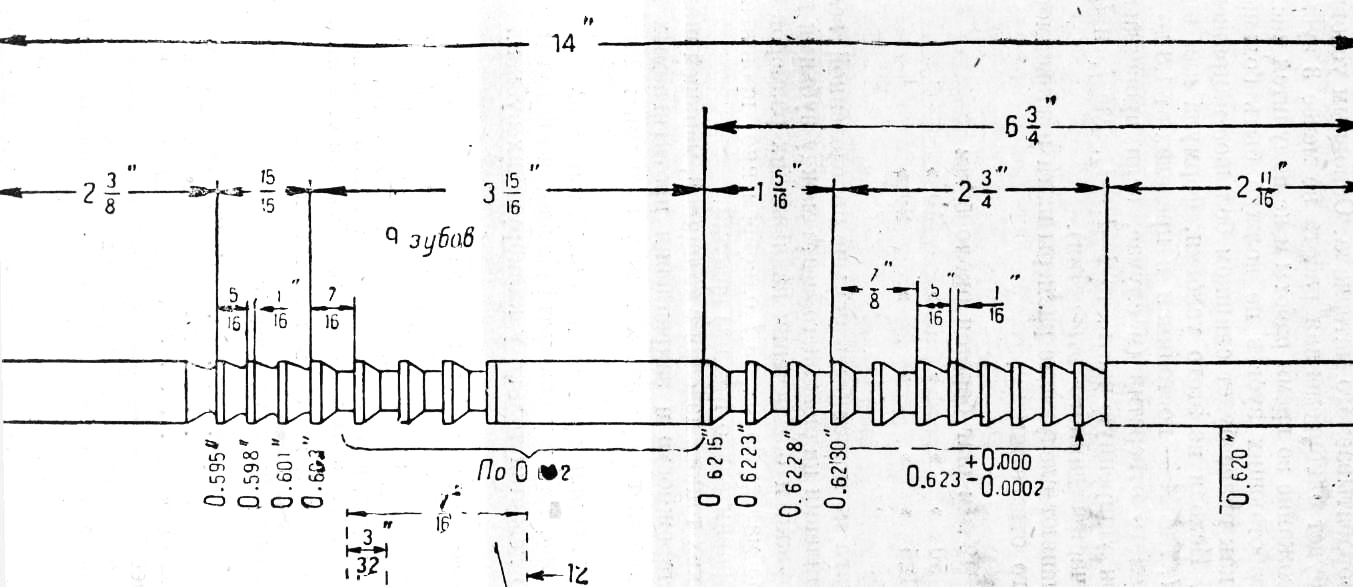
Рис. 10. Короткие прошивки. На рис. 11 изображена такая прошивка для предварительного прошивания отверстия шестерни (без шлиц) со всеми размерами. Прошивка для протяжного станка состоит по длине из хвостовика, направляющей части, режущей части и калибрующей части. Хвостовик служит для сцепления прошивки и тянущим шпинделем станка (клиновое соединение или прорезы для захвата кулачками автоматически захватывающего в начале хода и расцепляющегося в конце патрона). Направляющая часть представляет собой ровный профиль без зубцов и 1 или 2 зуба такого размера, что вся эта часть свободно входит в обрабатываемое отверстие для направления (приблизительно на 0,2 мм меньше просверленного отверстия). Режущая часть имеет постепенный подъем зубьев с расчетом снять нужное количество металла, и калибрующая часть имеет зубцы одинакового последнего размера для окончательной зачистки и калибровки отверстия. При нескольких прошивках калибрующие зубья имеют только чистовые прошивки. Хвостовик должен быть рассчитан на максимальные усилия растяжения: длина и число зубьев режущей части зависят от длины прошиваемого отверстия и от свойств обрабатываемого материала. Основным условием выбора шага зубьев будет одновременная работа не менее 3 зубьев, так как иначе будет дрожание во время работы и не получитсй чистой поверхности. Число работающих зубьев не должно быть больше 6 или максимум 8, так как иначе будет слишком большое напряжение сердечника прошивки. Исходя из этого условия, формула для шага получает вид: t—Ay/l, где А — постоянная в пределах от 1,3 до 1,8 и t — длина прошиваемого отверстия £в случае, если прошиваемое4 отеерстие имеет внутри уширенную часть, то 1=1^1^, где и 12— длины прошиваемых частей данного отверстия).
Рис. 9. Способ работы реечной прошивкой.
Рис. 10.
Рис. 11. Так как размер шага не может быть меньше определенной величины в целях предоставления надлежащего места между зубьями для собирающейся там стружки и обеспечения надлежащих размеров самому зубу, то в случае малых размеров I одновременно прошивают не одно, а несколько (сравнительно тонких) изделий. Протяжка нескольких тонких изделий с толщиной, меньшей шага, требует особой предосторожности и закрепления протягиваемых деталей, так как изделие может опуститься между зубьями и вызвать поломку протяжки. Для устранения дрожания и ряби на обрабатываемой поверхности шаг зубьев (так же, как и у развертки) делается иногда неравномерным, но чаще это делается только у калибрующих зубьев. Обычно дается постепенное увеличение шага на небольшую величину — от 0,1 до 0,5 мм в зависимости от размера шага. Такое постепенное увеличение шага делается по группам, обычно от 3 до 6 и больше зубцов, з^тем вновь дается первоначальный размер шага и его постепенное нарастание. Иногда для упрощения делается несколько групп, причем шаг меняется только при переходе от одной группы к другой. Форма зуба имеет также важное значение для хорошей работы прошивки и зависит от обрабатываемого материала и величины шага зубцов. Весьма важно, чтобы впадина между зубцами была достаточна для вмещения всей стружки от зубца, получающейся на всей протягиваемой длине. Радиус закругления в канавке между зубьями следует делать от 0,1 до 0,2 t, где t — шаг зубьев. Это радиус имеет большое значение, так как способствует правильному закручиванию стружки. Никакие грани в месте закругления недопустимы. Канавка должна быть хорошо отшлифована. «. Ширина задней фаски берется в зависимости от тага (обычно-только для калибрующих зубьев): 0,2 при is£6; 0,3 при 10; 0,5 при «^20, 0,8 при tz^30 и 1 мм при 50 мм. Эта. фаска увеличивает трение протяжки в обрабатываемом предмете, но-увеличивает долговечность протяжки. Для прошивания, помимо твердости обрабатываемого металла, имеет большое значение его вязкость, поэтому слишком мягкие материалы требуют особо внимательного отношения и своего подбора углов зуба. Очень мягкая сталь может вызывать заедание, т. е. подхват и вйрывание части металла с обрабатываемой поверхности. Вообще надо следить, чтобы материал был однороден, иначе-могут получаться серьезные затруднения с прошивками. При сильном изменении материала может понадобиться изменение передних и задних углов зубьев прошивки. Следующим весьма важным условием правильной прошивки будет надлежащий подъем зубьев в режущей части прошивки. Подъем зубьев один относительно другого будет давать толщину снимаемой стружки. Здесь можно привести следующее ‘правило: для твердых и хрупких материалов следует давать большую толщину стружки, а для мягких и вязких материалов — относительно меньшую. Подъем зуба один относительно другого (или толщина стружки) берется в пределах от 0,04 до 0,1 мм для стали. Иногда подъем зуба, ^начале несколько увеличивается, затем оставляется постоянным и затем уменьшается к калибрующим зубьям. Но закон изменения величины подъема зубьев может в зависимости от условий прошивания быть и другим. Не следует брать подъем зубьев вообще меньше 0,04 мм, так как в этом случае зубья не режут, а лишь шабрят материал и быстрее тупятся. Также не следует брать для стали и больше-0,15 мм, а для бронзы — 0,5 мм, так как помимо могущей получиться перегрузки прошивки и станка получается обычно поверхность обработки недостаточно чистой. Вообще, как правило, при обработке тел вращения следует после прошивки заканчивать обточку на оправке наружных поверхностей, так как при обратном порядке возможна некоторая неконцентричность отверстия с наружными поверхностями (некоторый «увод» отверстия), или же иметь в прошивке направляющую (не режущую) поверхность, как это применяется иногда при прошивке шпоночных канавок. При прошивании длинных отверстий с уширением (выемкой) внутри отверстия полезно эту выемку делать перед прошиванием — это облегчает работу прошивки и уменьшает количество стружки, могущей, в противном случае, занять весь промежуток между зубцами и вызвать «заедание» прошивки. Ввиду высокой стоимости прошивок весьма важным вопросом является их стойкость. Обычно прошивка допускает 10—12 переточек до полного износа. Переточка должна делаться, когда прошивка начинает давать недостаточно чистую поверхность (не доводя до порчи зубьев прошивки). Иногда изношенные прошивки восстанавливаются хромированием. На одну заточку по средней стали, при условии аккуратной чистки зубьев от стружки, можно считать от 1000 до 2500 прошивочных операций. Приводим следующие более подробные цифры стойкости прошивок до полного износа (количество операций). По стали круглая прошивка дает от 6 000 до 10 000 операций. (В зависимости от степени точности обрабатываемого отверстия.) По стали реечная прошивка дает от 10 000 – 20 000 операций. По стали контурная прошивка дает от 50 000 ф 20,000 операций. По чугуну прошивки работают плохо, так как зубья быстро стираются и теряют размер, поэтому здесь они применяются довольно редко. На ковком же чугуне прошивки работают хорошо и на контурных и пазовых работах (реечные прошивки), стойкость прошивок значительно больше таковой по стали (на 30—50%). По бронзе прошивки дают стойкость: по литым отверстиям — до 20 000, по сверленым отверстиям — от 30 000 до 40 000. По алюминию: Вообще же надо отметить, что стойкость прошивки особенно зависит от ухода, обращения и заточки. Чаще всего прошивка выходит из строя из-за невнимательности и поломок. Реклама:Читать далее:Расшлифовывание «Honning»Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|