|
|
Категория:
Ковка на молотах и прессах Далее: Раскатка Протяжка на оправке является разновидностью, частным случаем операции протяжки. Она представляет собой увеличение длины прошитой или просверленной заготовки обжатием ее по обе стороны оправки двумя бойками. При этом наружный диаметр и толщина стенки заготовки уменьшаются. Эту операцию применяют для изготовления цилиндрических пустотелых поковок (барабанов котлов, сосудов высокого давления, корпусов химических реакторов и т. п.). Оправку вставляют с небольшим зазором в отверстие нагретой заготовки и удерживают при ковке с одного или двух концов на цепях крана.
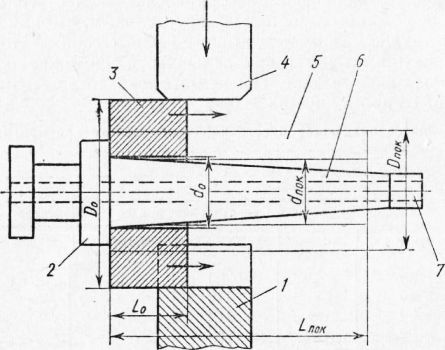
Рис. 1. Схема протяжки пустотелой заготовки на конической оправке: Если толщина стенки поковки превышает радиус оправки, то во избежание выпучивания рекомендуется использовать для протяжки нижний вырезной и верхний плоский бойки. В этом случае протяжку на оправке осуществляют вдоль узкой стороны плоского бойка. С этой же целью при более тонких стенках протяжку на оправке выполняют в обоих вырезных бойках. Ширину бойков для протяжки на оправке берут равной примерно половине ширины плоских бойков. Рабочую часть оправки для облегчения схода с нее поковки выполняют конусной с уклоном до 12 мм на 1 м длины и с буртом на ее толстом конце. Оправки делают сплошными и пустотелыми. Последние используют для ковки крупных заготовок. Во избежание чрезмерного нагрева и смятия оправки полость ее обильно охлаждают проточной водой. Схема протяжки на конической оправке показана на рис. 1. Полую заготовку надевают на оправку вплотную к бурту и обжимают с кантовкой по кругу и продольными подачами. Во избежание застревания поковки на оправке протяжку выполняют в определенной последовательности. Сначала куют кольцевой участок, затем до промежуточного размера куют участок, после чего обжимают до размеров, близких к окончательным, соответственно участки. После этого доводят до окончательных размеров участки. При такой последовательности концы поковки, которые охлаждаются быстрее, куют первыми, а поковка легче снимается с оправки. При обжатии каждого участка металл заготовки, упираясь в бурт оправки,течет, как бы стекая с оправки. Поэтому при обжатии участков, следующих за первым, между поковкой и оправкой образуется зазор. Оправку удаляют из поковки гидравлическим экстрактором. При отсутствии экстрактора для облегчения съема поковки с оправки несколько увеличивают внутренний диаметр поковки небольшими обжатиями и большой подачей. С этой же целью используют выпучивание стенок поковки при ее обжатии в плоских бойках. В некоторых случаях подогревают поковку вместе с оправкой, а затем быстро охлаждают оправку, пропуская через ее отверстие воду. Если на пустотелой поковке имеется бурт, то его упирают в боковую поверхность верхнего бойка, а бурт оправки — в боковую поверхность нижнего бойка, установленного на выдвижном столе пресса. Сдвигая стол пресса с нижним бойком, снимают поковку с оправки. Реклама:Читать далее:РаскаткаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|