|
|
Категория:
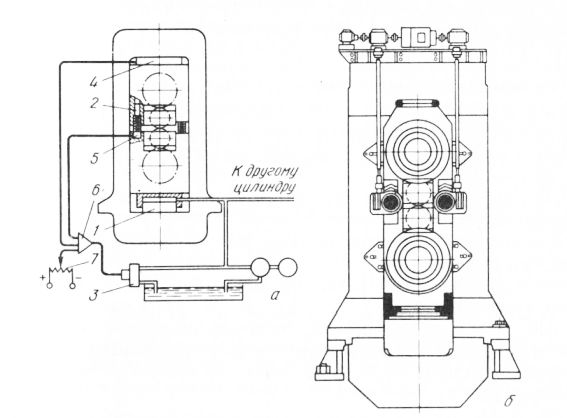
Эксплуатация транспортного оборудования цехов Далее: Привод прокатных валков При проектировании и изготовлении прокатного стана нужно стремиться к уменьшению упругой деформации рабочей клети и повышению ее жесткости. В настоящее время имеются два основных способа повышения жесткости клетей: Особенно большое значение повышение жесткости рабочей клети имеет для станов холодной прокатки, так как допуск по толщине готового проката весьма незначительный. Практика показывает, что за последние 10—15 лет жесткость клетей этих станов увеличилась почти в два раза, однако дальнейшее повышение жесткости этих станов встречает большие трудности. Из рассмотренных данных о деформации отдельных узлов четырех-валковой рабочей клети следует, что из общей деформации клети доля упругой деформации отдельных элементов составляет, %: валков 60; Таким образом, дальнейшее снижение общей деформации прокатной клети желательно осуществлять уменьшением упругой деформации валковой системы и станины. Однако увеличение диаметра опорных валков и увеличение площади поперечного сечения стоек станины приводят к увеличению упругой деформации между валками. Эффективным способом повышения жесткости станов холодной прокатки является применение предварительно напряженных клетей с гидравлическими устройствами противоизгиба валков. Рабочие клети такого типа характеризуются наличием гидравлических цилиндров предварительного нагружения, устанавливаемых либо между верхними и нижними подушками, соединенными стяжными болтами, либо между нижней подушкой и поперечиной станины, либо в комбинации. Кроме этого, рабочие клети снабжены нажимными механизмами для установки заданного раствора валков. Сочетание предварительного напряжения клети с автоматическим регулированием зазора между валками нашло свое выражение в конструкции рабочей клети фирмы “Леви” (Англия), в которой жесткость можно изменять в зависимости от режимов прокатки. Эта рабочая клеть кварто имеет гидроцилиндр, расположенный под нижней подушкой опорного валка, и установочные винты обратного действия между подушками опорных валков, которые обеспечивают поедварительное напряжение за счет распора подушек. Система автоматического регулирования зазора между валками включает в себя гидравлические серво-клапаны, работающие от датчиков давления. Для замера нагрузки на клеть установлены месдозы между станиной и верхними подушками опорного валка. Усилие под винтами измеряется месдозами. В процессе прокатки это усилие равно разности усилия предварительного напряжения и усилия прокатки.
Рис. 1. Предварительно-напряженные клети с регулируемой нагрузкой: На стане такой конструкции можно осуществить четыре режима работы: Разновидностью клетей фирмы “Леви” является показанная на рис. 3.2, б рабочая клеть конструкции фирмы “Хантер” (США), в которой распорные нажимные винты заменены клиновым устройством с приводом от электродвигателя небольшой мощности. На рис. 2 показана предварительно нагруженная клеть конструкции Крупп — Квай Дайнэмикс (ФРГ). Эта клеть имеет дополнительное автоматическое регулирование толщины полосы, которое основано на непосредственном измерении раствора валков. Для регулирования раствора валков между подушками верхних и нижних опорных валков установлены нажимные винты, которые соответственно вводятся сверху и снизу в нажимные гайки. Шаг резьбы вверху и внизу выполнен различным. Вращение осуществляется при помощи приводимой от гидроцилиндра зубчатой рейки с одним и двумя зубьями по принципу храпового механизма. Ход цилиндра храпового механизма точно соответствует шагу зубчатого зацепления. Расстояние между рабочими валками определяется измерением с двух сторон толщины движущейся полосы бесконтактными микрометрами. Для измерения расстояния между.подушками рабочих валков применяют обычные датчики. Благодаря*сохранению постоянного расстояния между верхними и нижними подушками рабочих валков выравнивается большинство отклонений толщины полосы, возникающих из-за увеличения исходной толщины прокатываемой полосы, из-за изменения механических свойств полосы по длине и ширине, эксцентриситета опорных валков и их подшипников, изменения диаметра опорных валков, вызванного температурным расширением.
Рис. 2. Предварительно-напряженная клеть фирмы “Крупп—Квайт Дайнемикс”.
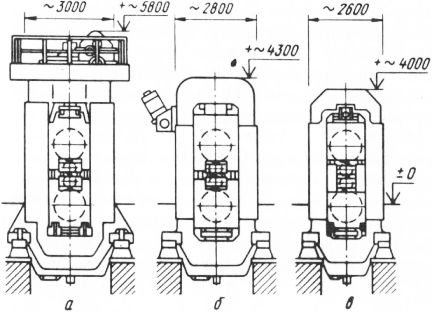
Рис. 3. Сравнение габаритов клетей кварто: Выравниваются также отклонения по толщине полосы, вызванные изменением натяжения и частично изменением скорости прокатки. Такая схема показана на рис. 2, б. На рис. 3. в одном масштабе показана клеть кварто обычной конструкции, предварительно напряженная гидравлическим способом клеть распространенной конструкции и предварительно напряженная клеть фирмы “Крупп—Квайт—Дайнэмикс” (ФРГ). Масса деталей последней клети на 20% меньше, чем клетей обычной конструкции. Реклама:Читать далее:Привод прокатных валковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|