|
|
Категория:
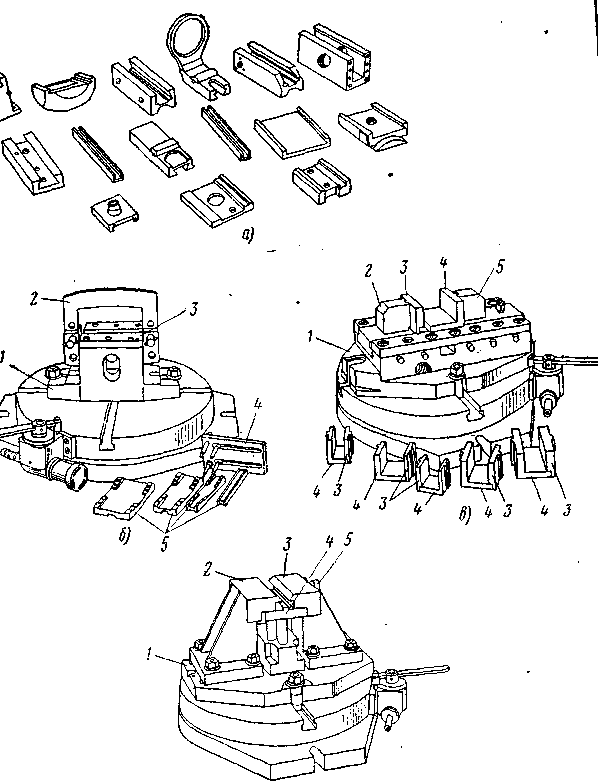
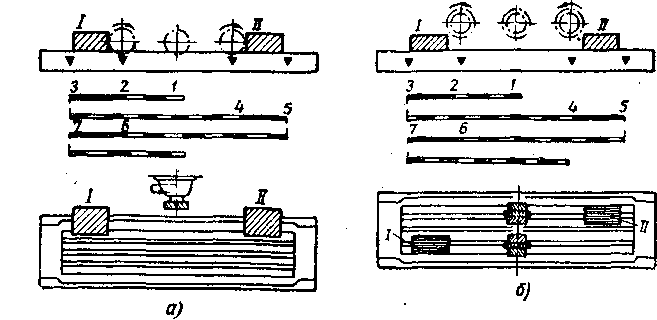
Фрезерные работы Далее: Вопросы про фрезерование Сокращение основного времени Основное время при фрезеровании можно сократить в результате введения более производительного режима фрезерования (большей скорости резания, большей подачи, большей’глубины резания за счет сокращения количества проходов), что осуществимо при применении более производительной фрезы, более мощного и жесткого станка, надежного закрепления заготовок. Применение твердосплавных фрез является наилучшим способом сокращения основного времени. Существуют другие способы сокращения основного времени на обработку детали, которые успешно применяют фрезеровщики-новаторы. Можно сократить основное время на обработку одной детали, если одновременно обрабатывать несколько заготовок: при одновременной обработке двух заготовок время на обработку каждой детали сократится в два раза, при одновременной обработке трех заготовок время на обработку детали сократится в три раза и т. д. Поэтому рекомендуется применять многоместные приспособления, дающие возможность одновременно обрабатывать несколько заготовок. Применение наборов фрез для одновременного фрезерования нескольких поверхностей заготовки также сокращает основное время на обработку. Применяя метод многоместного фрезерования наборами фрез, фрезеровщики добивались рекордных выработок. Установка заготовок пакетом сокращает основное время, так как в этом случае нет разрыва между заготовками, и величина врезания и перебега фрезы прибавляется только один раз для всех заготовок, что соответственно уменьшает расчетную длину обработки в направлении подачи. В технологическом процессе обработки призмы, рассмотренном в §86, были применены все способы сокращения основного времени: фрезерование твердосплавными фрезами, использование наборов фрез для одновременного фрезерования нескольких поверхностей, применение многоместных приспособлений и установка заготовок пакетом. Сокращение подготовительно-заключительного времени Подготовительно-заключительное время занимает в фрезерных работах, большое место. Величина подготовительно-заключительного времени обычно зависит от сложности наладки станка. Чем сложнее наладка, тем больше она занимает времени. Вместе с тем при правильном выборе технологического процесса более сложная наладка (наборы фрез, многоместные приспособления, многошпиндельные головки и т. д.) обеспечивает большее сокращение штучного времени. Отсюда возникает вопрос о том, где находится в каждом частном случае наивыгоднейшая степень сложности наладки. До последнего времени существовало мнение, что сложные наладки, сопровождающиеся значительной затратой подготовительно, заключительного времени, целесообразны только при обработке больших партий деталей. Современный опыт новаторов-фрезеровщиков показал, что можно значительно сократить время, затрачиваемое на наладку, и этим самым значительно расширить возможность применения высокопроизводительной оснастки даже в условиях обработки небольших партий деталей. Средством сокращения затрат времени на наладку станка является применение постоянных-наладок, пригодных для группы одинаковых и подобных деталей (набор фрез, сохраняемый на оправке, универсальные тиски со сменными губками и т. д.), применение стандартизованных приспособлений и инструментов, выполнение наладки по эталонам и габаритам и т. д. За последние годы при серийном изготовлении находит применение метод групповой обработки деталей, предложенный д-ром техн, наук С. П. Митрофановым. Метод групповой обработки заключается в том, что станок налаживают не на одну конкретную деталь, а на группу технологических подобных деталей, что дает возможность обрабатывать все детали данной группы с незначительной подналадкой, а следовательно, с сокращением подготовительно-заключительного времени. Рассмотрим этот метод на конкретном примере. На рис. 1, а показана группа технологически подобных деталей, имеющих наружный прямоугольный контур и прямой или фасонный паз типа «ласточкин хвост», что позволяет обрабатывать их на фрезерном станке по групповому методу. При этом обработка любой детали данной группы на каждой операции производится с применением одного и того же оснащения. Обработка наружного контура производится на горизонтально-фрезерном станке. Приспособление для обработки наружного контура состоит из корпуса, коромысла и сменных планок. Обрабатываемая заготовка вместе с соответствующей сменной планкой устанавливается в приспособлении.
Рис. 1. Групповые наладки для фрезерного станка
Закрепление заготовки производится сжатым воздухом при помощи тяги, которая тянет вниз коромыслом 2 со сменной скобой и прижимает заготовку. Для обеспечения правильной установки заготовки служит шаблон. На рис. 1, в показано приспособление для обработки паза на горизонтально-фрезерном станке. Приспособление состоит из основания, опорной губки с узлом, обеспечивающим закрепление ее в необходимом положении, и подвижной губки, связанной со штоком пневматического зажима. Сменные вкладыши, вставляемые в губки, и установка опорной губки на требуемый размер позволяют провести обработку пазов у всех деталей данной группы. На рис. 1, г показано приспособление для обработки паза «ласточкин хвост» на вертикально-фрезерном станке. Приспособление состоит из корпуса, стоек и прижима, связанного со штоком пневматического зажима. На прижим устанавливаются сменные планки. Прижим может быть отрегулирован по высоте при помощи винта, проходящего внутри корпуса, а расстояние между стойками устанавливается перемещением их на плите корпуса приспособления и регулировочным винтом. Сокращение вспомогательного времени В состав вспомогательного времени входит время, затрачиваемое на установку и съем детали, на подвод и отвод детали относительно фрезы, на измерение деталей, на управление станком и пр. При резком снижении основного времени, достигаемого при скоростной обработке, становятся совершенно нетерпимыми большие затраты вспомогательного времени при обработке. Фрезеровщики-новаторы в борьбе за уменьшение общего времени обработки достигли больших успехов и в сокращении вспомогательного времени. Сокращение вспомогательного времени возможно по следующим направлениям: Наиболее значительная часть вспомогательного времени затрачивается на установку и выверку заготовки, ее закреплениеи съем после обработки. Способ закрепления существенно влияет на затрату времени. Установка, выверка и закрепление заготовки в тисках требуют значительно больше времени, чем закрепление в специальном приспособлении. Применение накладных губок к нормальным тискам может существенно сократить вспомогательное время при обработке небольших партий деталей. Быстрозажимные приспособления сокращают время на закрепление заготовок. Одним из таких приспособлений являются тиски с эксцентриковым зажимом. Они очень удобны для закрепления небольших заготовок. В последнее время для ускорения закрепления заготовок при скоростном фрезеровании широко применяют пневматические и гидравлические быстрозажимные приспособления. Весь процесс закрепления (зажима) при применении пневматических или гидравлических зажимных приспособлений сводится к одному повороту рукоятки воздушного или гидравлического крана, в то время как закрепление гаечным ключом требует длительных и утомительных действий. Это преимущество становится особенно ощутимым, когда заготовку необходимо зажать в нескольких местах. Очень важное преимущество пневматики или гидравлики — возможность задавать силу зажима и тем самым сделать приспособление, полностью не зависящим от внимания и ‘индивидуальной физической силы рабочего. Значительная часть вспомогательного времени затрачивается на управление станком, т. е. на пуск и остановку вращения шпинделя, переключение^ скоростей и подач. В современных конструкциях фрезерных станков (6Н81, 6Н81Г, 6Н11, 6М82, 6М82Г, 6М12П и др.) предусматриваются пусковые устройства и механизмы переключения, обеспечивающие значительное сокращение времени, затрачиваемого на эти операции. В станках 6Н81, 6Н81Г и 6Н11 предусмотрен тормоз для быстрой остановки шпинделя после выключения электродвигателя. При обработке детали только небольшая часть перемещения стола приходится на рабочий ход, т. е. на непосредственное снятие стружки, а более значительная часть приходится на холостой ход, т. е на перемещение стола, при котором фреза не снимает стружки (подвод и отвод стола). . В современных фрезерных станках имеется механизм быстрого хода, который позволяет’ холостые ходы производить более быстро, чем рабочие ходы. Использование быстрого хода особенно рационально при обработке деталей, у которых фрезерованию подлежат лишь отдельные участки поверхностей. В этих случаях промежутки между обрабатываемыми поверхностями целесообразно проходить быстро. Автоматизация цикла перемещений стола для работы с чередующимся (скачкообразным) и непрерывным маятниковым циклами подач еще больше сокращает вспомогательное время. Дальнейшим развитием этого направления является применение станков с программным управлением. Сокращение времени на измерение может быть достигнуто при использовании калибров и шаблонов. Проверка деталей такими жесткими мерителями, как скоба, пробка-шаблон, занимает значительно меньше времени, чем измерение штангенциркулем, микрометром, угломером и другими переставными инструментами. Сокращение времени на обслуживание рабочего места Хорошая организация рабочего места, удобное и привычное расположение инструментов, приспособлений и деталей на рабочем месте является необходимым условием сокращения времени на обслуживание рабочего места. Кроме организационных мероприятий, на снижение времени по обслуживанию рабочего места влияют технические средства, как, например, рациональные подъемно-транспортные устройства, весьма нужные при установке тяжелых деталей и для смены приспособлений (делительных головок, поворотного стола, постоянного набора фрез и т. д.), облегченная конструкция серьги (кронштейна хобота), централизованная смазка станка, автоматические устройства для отвода стружки, подводка сжатого воздуха для очистки стола и приспособления от стружки и т. д. Сокращение времени обработки за счет перекрытия вспомогательного времени основным Сокращение общего времени на обработку детали может быть достигнуто не только в результате сокращения времени на выполнение отдельных элементов операции или выполнение нескольких элементов одновременно, но и в результате перекрытия вспомогательного времени основным, т. е. за счет совмещения элементов вспомогательного времени с временем машинной работы фрезерного станка. Особое значение имеет совмещение времени машинной работы с приемами закрепления и снятия заготовки, так как при скоростном резании время на закрепление и снятие заготовки составляет значительную часть общего времени обработки. Рассмотрим методы совмещения элементов машинного времени со временем на выполнение приемов закрепления и снятия заготовок.
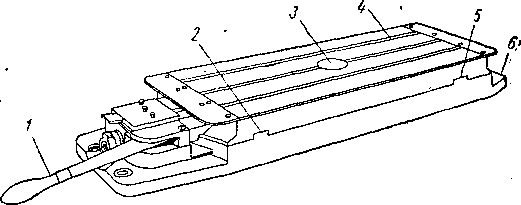
Рис. 2. Двухпозициониый поворотный стол
Использование двухпозиционного поворотного стола. На рис. 2 показан поворотный двухпозиционный стол. Основная плита прикрепляется болтами к столу фрезерного станка. Плита, вдоль которой профрезерованы три Т-об-разных паза, установлена на основной плите и может быть повернута вокруг вертикального штифта. Для лучшего направления и большей жесткости плиты на основной плите имеются круговые направляющие. Стол закрепляется в рабочем положении при помощи рукоятки. После того как заготовка или приспособление с установленными заготовками закреплены на одном конце поворотного стола, включают станок и производят обработку. Во время фрезерования заготовок, установленных на первом конце плиты, на другом конце плиты устанавливают новые заготовки или приспособление с закрепленными в нем заготовками. Как только фрезерование на одной стороне плиты закончено, стол станка возвращают в исходное положение и, нажав рукоятку, поворачивают плиту на 180°, устанавливая тем самым новые заготовки в исходное положение для фрезерования. После включения станка обработанные заготовки снимаются и заменяются новыми. На рис. 3 изображена схема фрезерования набором фрез при помощи поворотного двухпозиционного стола. При обработке малогабаритных деталей на скоростных режимах резания часто неудобно производить установку заготовок на свободном конце поворотного стола во время фрезерования, так как выделяющаяся горячая стружка может поранить работающего. Совмещение времени выполнения приемов закрепления заготовок с машинным временем в этих случаях можно достигнуть применением специальных приспособлений-кассет. Обрабатываемые заготовки устанавливают во время работы станка в приспособление-кассету вблизи станка, а затем кассету с установленными заготовками закрепляют на свободном конце двухпозиционного поворотного стола в специальные фиксирующие устройства, позволяющие точно, быстро и надежно установить и закрепить приспособление-кассету на столе.
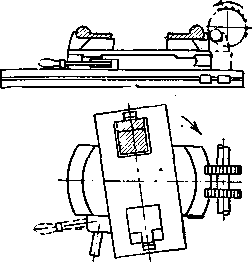
Рис. 3. Схема фрезерования на двухпозиционном
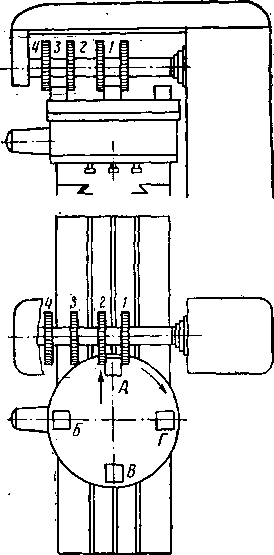
Использование индексирующих приспособлений. Дальнейшим развитием обработки на поворотных приспособлениях является обработка с использованием индексирующих приспособлений. Индексирующие приспособления позволяют закреплять на станке не по две заготовки, а по нескольку и производить поворот (индексацию) на угол меньше 180° в зависимости от числа установленных в приспособлении заготовок. Обработка в индексирующих приспособлениях очень удобна при фрезеровании сторон правильных многоугольников с четным числом сторон. На рис. 4 изображена схема фрезерования квадрата на заготовках, устанавливаемых в зажимных приспособлениях на круглом поворотном столе с поворотом (индексированием) в 90° на каждую новую позицию. В приспособлении устанавливают четыре заготовки. Фрезерование производят набором четырех дисковых двухсторонних фрез 1, 2, 3, 4. Фрезы 1 и 2 фрезеруют одновременно две стороны квадрата заготовки А, а фрезы 3 и 4 — две стороны квадрата заготовки Б. После вывода фрез приспособление индексируют на 90° (2-я позиция). При этом заготовка Б, помимо перемещения по бкружности, поворачивается на 90° вокруг своей оси, став в позицию для фрезерования двух противоположных сторон фрезами 1 и 2. Вместо заготовки Б на ее место становится заготовка В, которая фрезеруется по двум сторонам фрезами 3 и 4. После третьего индексирования заготовка А, будучи обработана со всех четырех сторон, поворачивается на следующую позицию и -может быть снята и заменена новой заготовкой. В дальнейшем после каждого индексирования снимается одна готовая деталь.
Рис. 4. Схема фрезерования на индексирующем приспособлении
Использование обратного хода стола. На рис. 5 дан пример совмещения времени обработки путем использования обратного хода стола. Как видно из схемы на рис. 5, а, торцовая фреза при рабочей подаче стола От позиции 2 к позиции 3 обрабатывает торец заготовки I, затем подача стола реверсируется и стол быстро возвращается к позиции 4. Фреза обрабатывает заготовку при рабочей подаче от позиции 4 к позиции 5, после чего подача опять реверсируется и стол быстро подается до позиции 6, где цикл повторяется, и т. д. Во время такой маятниковой подачи обработанные детали поочередно снимают, зажимая взамен их новые заготовки.
Рис. 5. Схемы фрезерования с использованием обратного хода стола
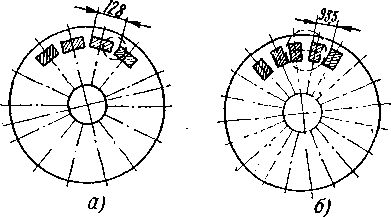
Рис. 6. Схемы фрезерования на круглом поворотном столе
Как видно из схемы на рис. 5, б, заготовки I и II, подлежащие обработке, также поочередно закрепляют по обеим сторонам стола, располагая их соответственно двум наборам фрез, установленным на общей оправке. При подаче стола от позиции 2 к позиции 5 набор фрез, имея левое вращение шпинделя, обрабатывает заготовку 1, а затем подача реверсируется и стол быстро возвращается к позиции 4, причем шпиндель станка также реверсируется, получая правое вращение. При движении стола от позиции 4 к позиции 5 другой набор фрез обрабатывает заготовку II. По окончании рабочего хода 4—5 шпиндель станка вновь реверсируется на левое вращение, стол быстро возвращается и доходит до позиции 6, после чего маятниковый цикл подачи снова повторяется. Непрерывное фрезерование. Для совмещения времени, затрачиваемого на установку заготовки, с машинным временем часто вместо двухпозиционных поворотных столов и индексирующих приспособлений пользуются методом непрерывного фрезерования, осуществляемого с помощью круглых поворотных столов с автоматической круговой подачей и приспособлениями барабанного типа. На рис. 6 показана схема фрезерования на круглом поворотном столе с механической подачей. Во время обработки одних заготовок можно снимать готовые детали и закреплять новые заготовки. Влияние расположения заготовок на время обработки видно из сравнения двух способов закрепления. Расположение по рис. 6, б позволяет закрепить на столе диаметром 600 мм двадцать заготовок, в то время как при расположении по рис. 6, а можно закрепить только четырнадцать. Соответственно этому основное время на одну деталь составляет 50 сек. по способу закрепления, показанному на рис. 6, б, и 55 сек. по способу закрепления по рис. 6, а. Многостаночное обслуживание Одним из наиболее часто применяемых методов сокращения времени обработки за счет перекрытия вспомогательного времени основным является работа одновременно на двух или нескольких станках. Действительно, если производить зажим — съем заготовок, подвод — отвод стола и другие приемы, входящие во вспомогательное время, на одном фрезерном станке, в то время как другой станок выполняет фрезерование, то вспомогательное время, затраченное на установку заготовки и пуск первого станка в ход, перекрывается основным временем другого станка и как бы не входит в расчет. Многостаночное обслуживание заключается в одновременной работе рабочего на нескольких станках; ручные приемы на каждом из обслуживаемых станков производятся в период машинной работы всех остальных станков. Возможность организации многостаночной работы определяется наличием такого соотношения машинного и ручного времени совмещаемых операций, чтобы время машинной работы станка было равно или больше суммы ручного времени на всех остальных станках. В данном случае к машинному времени относят не все машинное время, предусмотренное технической нормой на данную операцию, а лишь так называемое непёрекрываемое время, автоматической работы станка, когда рабочий остается действительно свободным не только от каких-либо ручных приемов работы, но и от необходимости наблюдения за работой станка. К ручному времени в условиях многостаночной работы следует относить машинно-ручное и вспомогательное время на выполнение данной операции, время на переходы рабочего от одного станка к другому, а также время, затрачиваемое рабочим на наблюдение за автоматической работой станка. Для успешного внедрения многостаночной работы необходимо увеличение пути фрезерования, или, иначе сказать, длины
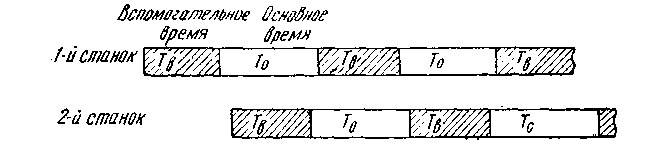
Рис. 7. Схема многостаночного обслуживания двух станков (вспомогательное время второго станка совпадает с основным временем первого станка и наоборот)
фрезеруемых деталей, которое осуществляется их многорядным закреплением или применением многоместных приспособлений. На рис. 7 дана схема распределения основного и вспомогательного времени при обслуживании двух фрезерных станков. При внедрении многостаночного обслуживания фрезерных станков очень важен правильный подбор работ и специализация оборудования. Для этого необходимо закреплять за каждым станком однородные операции с. примерно одинаковой длительностью и, что особенно важно, с приблизительно одинаковым соотношением машинного и ручного времени. Чтобы достичь наилучших результатов в многостаночной работе, станочник должен быть освобожден от выполнения ряда вспомогательных работ — доставки заготовок и инструмента на рабочее место, сдачи деталей контролеру и т. д. Расставить станки следует так, чтобы рабочий не тратил лишнего времени на переходы от станка к станку. Реклама:Читать далее:Вопросы про фрезерованиеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|