|
|
Категория:
Столярное дело На станках для поперечного раскроя нельзя получить точную и чистую оторцовку вследствие применения пил значительного диаметра с большим разводом и большим шагом зуба. При поперечном раскрое досок всегда дают припуск по длине для точного отор-цовывания деталей после строгания. Чистое опиливание торцов точно под прямым углом к боковым строганым сторонам и по заданной длине деталей делают на торцовочных станках. Торцовочные станки подразделяются на однопильные с ручной подачей при помощи каретки, двухпильные и многопильные с ручной или механической подачей. Двухпильные и многопильные торцовочные станки называются концеравнителями.
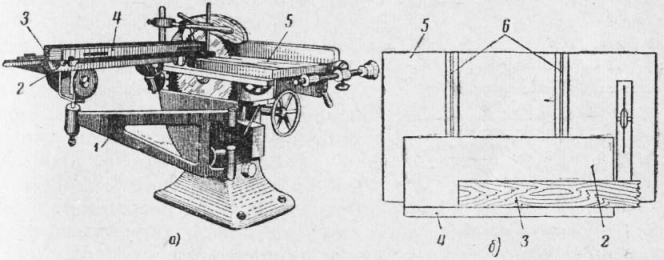
Рис. 1. Торцовочный станок:
а — с кареткой на поворачиваемом кронштейне (общий вид); б — каретка, расположенная на столе станка (схема); 1 — кронштейн; 2 — каретка; 3 — торцуемая деталь; 4 — направляющая линейка; 5 — стол станка; 6 — пазы в столе станка Однопильный торцовочный станок имеет такое же устройство, как станок для продольного раскроя досок, но материал подается на пилу при помощи каретки. Каретка представляет собой платформу на специальной подставке или на кронштейне, передвигаемую на роликах по направляющим. Каретку для оторцовывания небольших деталей часто располагают на столе станка и перемещают ее по столу при помощи шипов, скользящих в пазах стола. На каретке имеется неподвижная направляющая линейка, расположенная перпендикулярно к пильному диску, и передвижной упор — откидной или съемный, расположенный параллельно диску. Упор служит для ограничения длины оторцовки. Кроме того, каретка снабжена приспособлением для зажима деталей. Применяются зажимы рычажные, эксцентриковые, винтовые, а в станках последнего выпуска — пневматические. На однопильном торцовочном станке работают пилами диаметром от 200 до 400 мм. Число оборотов пилы от 2 до 4 тыс. в минуту, скорость резания до 60 м/сек, мощность двигателя 1,5 — 3,2 кет. Детали для оторцовывания подают по нескольку штук, в зависимости от их ширины и толщины. Ширина закладки может быть до 350 мм. Тонкие детали обычно подают пачками в несколько рядов по высоте и ширине. В целях экономии рабочего времени довольно часто торцуемые детали прижимают к каретке и линейке рукой. В этом случае величина закладки зависит от рабочих навыков станочника. Оторцовывание можно вести в разной последовательности. Можно, например, торцевать всю партию деталей с одного конца без упора, потом всю партию с другого конца по упору. Существует и другой способ: детали в закладке торцуют сначала с одного конца без упора, затем тут же накидывают упор, перевертывают закладку и производят оторцовывание другого конца по упору. . Второй способ более производительный, так как на закидывание упора и перевертывание пачек деталей, обрабатываемых последовательно, расходуется меньше времени, чем на двухкратную укладку деталей в штабель и прием деталей из штабеля для оторцовывания с другого конца. При оторцовывания деталей кратной длины применяют откидные упорные линейки, параллельные основному упору. Оторцевав детали с обоих концов, передвигают всю закладку в сторону пилы и производят расторцовку на заданные длины, сначала упирая закладку в первую дополнительную откидную линейку, потом во вторую и т. д., пока детали не будут полностью растор-цованы. На торцовочных станках с ручной подачей можно производить опиливание по периметру щитов и рамок, раскрой листов клееной фанеры, поперечный раскрой пачек строганой фанеры. Работа получается более чистой и точной, чем при опиливании и раскрое на других круглопильных станках. Концеравнители. Так называются двухпильные торцовочные станки, торцующие детали соответственно заданной длине одновременно с обоих концов. В концеравнителе одна пила насажена на вал наглухо, вторую пилу можно передвигать по валу и таким образом изменять расстояние между пилами в зависимости от длины деталей. Каретка проходит между пилами.
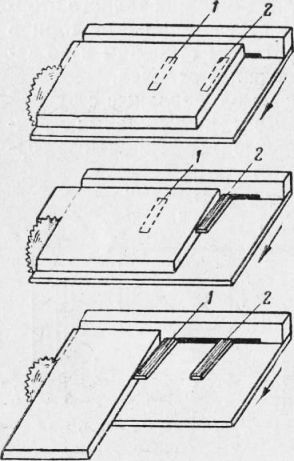
Рис. 2. Откидные упоры на каретке торцовочного станка и пользование ими
Производительность двухпильных концеравнителей с ручной подачей материала, как и однопильных торцовок, очень низкая. Много времени отнимают закладка деталей, снятие их со станка и укладка в штабель, время теряется и на холостой ход каретки.
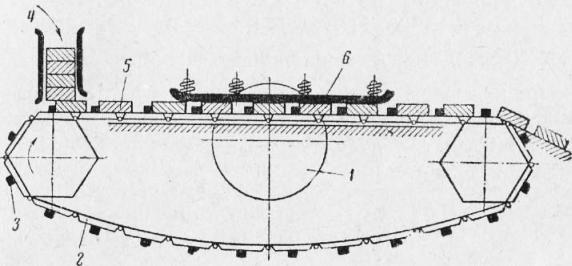
Рис. 3. Механизм подачи материалов в концеравнитель:
1 — пильный диск; 2 — конвейерная цепь подачи; 3 — упоры (кулачки); 4 — магазин с заготовками; .5 — обрабатываемые детали; 6 — пружинящий прижим
Станкостроительная промышленность выпускает концеравни-тели с различными видами механической подачи. На рис. 49 показан механизм подачи конвейерного типа. Конвейерные цепи снабжены захватывающими кулачками, расположенными обычно через каждые 150 мм. Эти кулачки — отъемные, в зависимости от ширины торцуемых деталей их можно устанавливать с промежутками в 300, 600 мм и больше. Расстояние между пилами в больших станках можно увеличить до 3000 мм, ветвь конвейера перед пилами может быть длиной до 900 мм. Такие размеры позволяют опиливать щиты, рамки и другие изделия, имеющие значительные габариты. Торцуемый материал подается на конвейерные цепи из так называемого магазина (коробки), стенки которого можно раздвигать по размеру деталей. Во время движения цепей очередной кулачок каждой цепи упирается в кромку нижней детали в магазине, и кулачки уводят деталь под пилы. Вся вышележащая пачка деталей под действием собственного веса оседает вниз. Подаваемые под пилы детали сверху прижимаются пружинящими зажимами. Загрузка магазина производится сверху. Обязанности станочника заключаются в своевременной загрузке магазина деталями и наблюдении за работой станка. Производительность концеравнителя с механической подачей превышает производительность концеравнителя с ручной подачей до 10 раз. При работе на торцовочных станках брак может быть в виде косины торца по ширине и толщине доски или бруска и рваных торцов. Косина торца по ширине материала получается от неперпендикулярности направляющей линейки плоскости пилы. Косина торца по толщине материала образуется от непараллельности пильного вала плоскости стола или от перекоса пилы. Рваные торцы получаются при работе тупыми пилами. Реклама:Читать далее:Пиление на ленточнопильных и лобзиковых станкахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|