|
|
Категория:
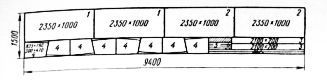
Производство мягкой мебели Далее: Декоративная прошивка Процесс подготовки покровных и облицовочных тканей состоит из следующих этапов: разработка карт раскроя; просмотр и промер тканей (облицовочных); формирование настилов для раскроя; разметка настилов по картам раскроя, шаблонам и лекалам; раскрой настилов; пошив чехлов облицовочной ткани и заготовок покровных тканей; комплектация чехлов в наборы. Покровные и облицовочные ткани поступают в рулонах и штапах. Хранят ткани в помещениях с оборудованными стеллажами или в вертикальных цепных элеваторах. В каждую секцию стеллажа помещают ткани одной структуры и артикула. Загружают рулоны тканей в стеллажи и выгружают их оттуда штабелерами. На небольших складах эти операции производятся вручную. Прежде чем приступить к раскрою и пошиву тканей, составляют карты раскроя на основании утвержденных норм расхода на изделия мебели и чертежей. Карты изображаются графически в масштабе 1:10, 1:20, 1:30 с вычерчиванием контуров всех деталей и определением процента полезного выхода и величины и размера отходов. На рис. 2 приведена карта раскроя облицовочной ткани для дивана-кровати. Площадь раскладки 141 000 см2, площадь лекал 135 784 см2; процент внутренних выпадов 3,7. Норма по раскладке на один комплект изделия 4,7 м.
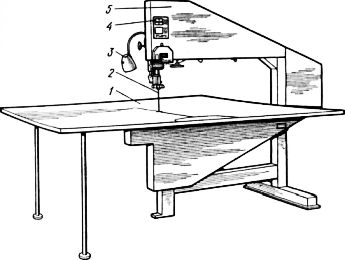
Рис. 1. Элеватор для хранения рулонов тканей:
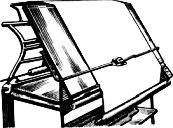
Рис. 2. Раскройная карта облицовочной ткани дивана-кровати: Карты раскроя составляют отдельно на каждый артикул облицовочной ткани в зависимости от ее ширины с учетом наиболее плотной раскладки деталей на полотне, а также чтобы отдельные детали одного изделия в собранном виде образовывали гармоничное единство. При составлении карт раскроя облицовочной ткани на набор (гарнитур) изделий следует учитывать его художественно-декоративные особенности в целом. В картах раскроя дается спецификация всех деталей по размерам (длина, ширина, площадь), а также количество их на комплект. Технологический процесс раскроя тканей начинается с измерения, просмотра и разбраковки облицовочных тканей. Покровные материалы этим операциям не подвергаются. Для разбраковки и измерения ткани применяют браковочно-промерочные машины БПМ-2; Б-140; Б-160; Б-180. При работе машины ткань из рулона или штапа перематывается на специальную скалку. При проходе через наклонный стол машины длину ткани измеряют контактным роликом, передающим свои обороту на счетчик. Длину ткани измеряют с погрешностью до 1 см, ширину — визуально по расположенной на столе мерной линейке. Дефекты ткани также определяют визуально.
Рис. 3. Браковочно-промерочная машина БПМ-2 На браковочно-промерочной машине БМП-2 промеряют ткани всех артикулов, применяемых в производстве мебели. Операции настилания и раскроя настилов выполняют на настилочно-раскройной машине с механизированным столом, оборудованным накопителем для хранения запаса раскраиваемого материала. На этой машине материал раскраивают на прямоугольные детали крупных размеров. При отсутствии настилочно-раскройной машины настилы формируют вручную на столах длиной 8… 10 м и шириной 1,7 м. Вдоль стола по краям крепят металлические линейки, по которым размечают длину деталей. По обеим коротким сторонам стола устанавливают специальные приспособления — линейки для зажима и выравнивания концов настила ткани. Линейки у первого конца стола состоят из двух полосок углового железа с прорезью шириной 3…5 мм. Прижимают линейки ножной педалью через рычаги, прикрепленные к линейке и столу. Для лучшего удержания ткани грани линейки имеют мелкую зубчатую насечку. Рядом со столом в его торцовой части ставят приспособление в виде козел, на металлическом стержне которого закрепляют рулон ткани. С этого приспособления ткани из рулона разматывают в настил. Толщина настила ткани может достигать 150 мм. На основании карт раскроя предварительно изготовляют трафареты деталей. С помощью лекал и трафаретов на верхнем полотне настила наносят мелом контуры деталей, по которым раскраивают ткани.
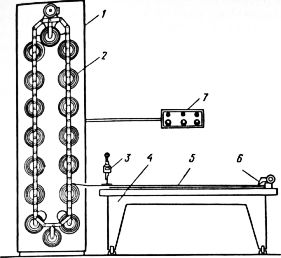
Рис. 4. Настилочио-раскройиая машина с механизированным столом:
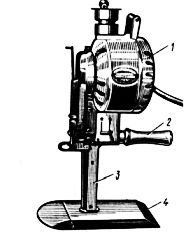
Рис. 5. Ленточный раскройный станок фирмы «Краус и Райхерт» (ФРГ): Косоугольные или криволинейные детали вырезают на ленточном раскройном станке фирмы «Краус и Райхерт» (ФРГ). Станина станка представляет собой легкую сварную конструкцию. Верхний шкив укреплен на натяжном суппорте с плоскими направляющими, ленточный нож натягивается с помощью пружины. Величину натяжения настраивают поворотом штурвала по указательной шкале, расположенной на пульте управления 4. Разность ножевых полотен по длине контура компенсируется натяжным пружинным устройством. Станок снабжен заточным устройством, приемником для удаления пыли и магнитом для захвата шлифовальной пыли. Заточное устройство закрыто дополнительным прозрачным колпаком. Направляющее устройство с ограждением для ножей перенастраивается с помощью реечной передачи. Станок оснащен контрольным устройством (сигнальной лампочкой), которая загорается в момент начала движения ножа и гаснет в момент его полной остановки. Привод ленточного ножа осуществляется от электродвигателя через клиноременную передачу. Скорость резания ленточного ножа 16 м/с (при использовании вариатора она может быть 7…25 м/с). Станки данной конструкции могут изготовляться на передвижной станине, кроме того, могут оснащаться шаблонами для резания рулонов ткани. Четырехшкивная ленточная машина РЛЗ-А предназначена для профильного раскроя тканей с различным радиусом закругления. Мешочную ткань раскраивают на мерительно-складально-резательной машине МСР-110. Машина может работать из штапа, расположенного на тележке, или с рулона, укрепленного на специальных стойках. Ткань с тележки подается через направляющие прутки, позволяющие регулировать натяжение. Она проходит между подающими и прижимными валиками компенсатора и затем поступает на стол компенсатора, где складывается складками. После этого ткань проходит между раскладывающими ножами, которые раскладывают ее на выдвижном столе 6 в штап. По мере увеличения высоты штапа стол машины опускается. После набора штапа требуемой высоты и стол определяется в крайнее нижнее положение нажимом ноги на подножку.
Рис. 5. Мерительно-складально-резательная машина МСР-110 При раскрое ткань обрезается раскладывающими ножами, расположенными по центру машины. Штап ткани, проходя через электронож, разрезается на две равные части. Затем опускается за слонка и включается об ратный ход стола, в результате чего раскроенная ткань сдвигается с выдвижного стола и остается на приемном столе, откуда убирается.
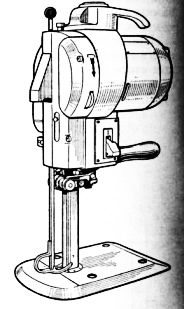
Рис. 6. Ручная электрозакройная машина ЭЗМ-2:
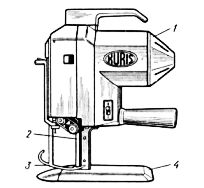
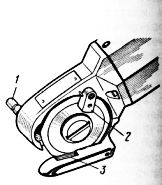
Рис. 7. Электрозакройная машинка фирмы «Краус и Райхерт» (ФРГ) для раскроя тканей небольшой толщины:
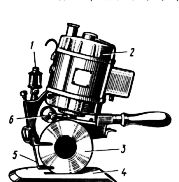
Рис. 8. Электрозакройная машинка с возвратно-поступательным движением ножа фирмы «Краус и Райхерт» (ФРГ) для раскроя пакетов тканей большой толщины Раскрой и вырезка деталей машинкой ЭЗМ-2 производятся следующим образом. Опорную площадку машины подводят под настил и сверху его прижимают лапкой; включив электродвигатель машины и сообщив возвратно-поступательное движение ножу, передвигают машинку по меловым линиям и разрезают настил. Аналогичными по принципу действия, но более совершенными являются электрозакройные машинки фирмы «Краус и Райхерт» (ФРГ). Эти машинки могут раскраивать настилы из различных тканей, кожи и синтетических материалов. Машинки позволяют раскраивать материалы по различным кривым с малыми радиусами закругления и острыми углами. Они могут быть оснащены электродвигателем с переключением количества ходов ножа, что позволяет избежать оплавления синтетических материалов в местах резания. Машинки, предназначенные для раскроя пропитанных и синтетических материалов, оснащаются устройством для смачивания кожи, для того чтобы раскраиваемый материал не прилипал к ножу. При особо высоких требованиях к деталям из ткани и трудных условиях раскроя на станки ставят ножи с особой формой лезвия: с боковой насечкой для раскроя пластмасс, кожи и кожзаменителей; с зубьями Для раскроя тяжелых кожзаменителей; с волновой формой лезвия для раскроя губчатой резины, поролона и сильно пропитанных материалов; с выемками для раскроя резиновых лент и резины. Машинки оснащены автоматическим заточным устройством с двумя чашевидными кругами.
Рис. 9. Электрозакройная машинка фирмы «Краус и Райхерт» с дисковым ножом для высококачественного раскроя ткани в один слой:
Рис. 10. Электрозакройная машинка КРМ с круглым дисковым ножом фирмы «Краус и Райхерт» (ФРГ): Кожу перед раскроем просматривают и подбирают по выработке, обнаруженные дефекты вырезают. Для обивки наиболее часто используемых мест в изделии выкраивают лучшие части кожи. Кожа растягивается больше в ширину, чем в длину. Поскольку в местах перегибов кожи образуются складки, при раскрое нужно стремиться к тому, чтобы разрезы проходили через складки или чтобы эти складки попа-Дали в малообозримые места в изделии. Обычно кожу раскраивают по разметке в один лист. Раскрой кож и кожзаменителей производится на том же оборудовании, что и раскрой ткани. Раскроенные заготовки перед пошивом поступают на промежуточный склад, где хранятся комплектно в пакетах. Пошив может производиться с декоративной стежкой на поверхности и без нее. При пошиве заготовок в чехлы для изделий применяют швейные машины, которые сшивают ткань двухниточной челночной строчкой. Реклама:Читать далее:Декоративная прошивкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|