 Распиливание отверстий
Распиливание отверстий
Категория:
Шабрение, притирка и др.
Распиливание отверстий
Распиливанием называется обработка отверстий с целью придать им определенную (заданную) форму. В изделиях и их деталях встречаются отверстия круглые, овальные, трехгранные, квадратные, прямоугольные и других форм. Все такие отверстия можно обрабатывать распиливанием вручную и механическим способом.
Круглые и овальные отверстия распиливают круглыми, полукруглыми и овальными напильниками, трехгранные отверстия— трехгранными, ножовочными и ромбовидными напильниками, квадратные отверстия—квадратными напильниками, прямоугольные отверстия — квадратными и плоскими напильниками.
Для того чтобы боковыми гранями напильника не повредить боковых стенок распиливаемого отверстия, его сечение должно быть меньше размера отверстия.
Для распиливания отверстий в деталях с узкими, плоскими и прямолинейными поверхностями применяются наметки, рамки и параллели.
Рассмотрим несколько примеров распиливания отверстий.
Изготовление из полосовой стали пластины с отверстием в середине.
Эту работу следует выполнять так:
1) отмерить и разметить на полосе длину пластины и отрубить от полосы заготовку;
2) выправить пластину на плите;
3) опилить стороны 2 и 4 по угольнику, прикладываемому к сторонам 1 и 5;
4) снять заусенцы с ребер пластины;
5) разметить и накернить центр отверстия, разметить и накернить контур отверстия под вырубку;
6) отступя 2 мм от линии нанесенного контура, нанести контур отверстия под распиливание;
7) выправить пластину;
8) распилить вырубленное отверстие по риске;
9) снять заусенцы с ребер отверстия..
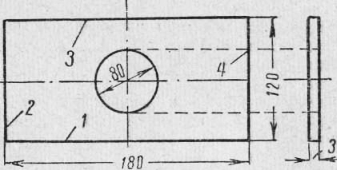
Рис. 1. Стальная пластина (деталь)
Распиливание в заготовке шаблона трехгранного отверстия по разметке (рис. 2). Точность обработки 0,05 мм по щупу.
Работу нужно выполнять в такой последовательности:
1) нанести разметкой контур распиливаемого отверстия и просверлить его;
2) надпилить в круглом отверстии заготовки три угла трехгранника;
3) последовательно распилить стороны отверстия, не доходя 0,5 мм до риски;
4) распилить стороны /и 2 до риски и подогнать их по угольнику и с помощью контрольного вкладыша;
5) распилить до риски сторону 3 и подогнать ее к сторонам 1 и 2 по угольнику с проверкой вкладышем;
6) подогнать стороны 1, 2 и 3 трехгранника так, чтобы вкладыш входил в отверстие свободно; зазор между стороной шаблона и вкладыша при проверке щупом должен быть не более 0,05 мм; после подгонки снять заусенцы с острых ребер трехгранного отверстия. Распиливание в заготовке воротка квадратного отверстия по разметке.
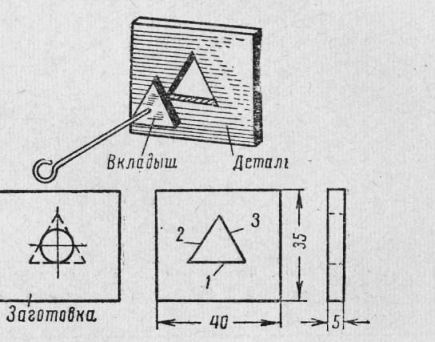
Рис. 2. Шаблон с отверстием трехгранным
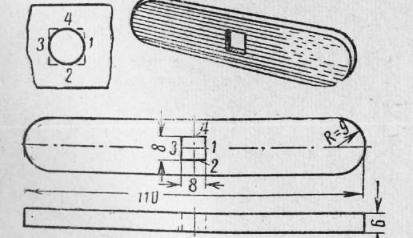
Рис. 3. Вороток с квадратным отверстием
Отверстие обрабатывают следующим образом:
1) просверливают отверстие в заготовке-
2) наносят риски по границам заданного квадратного отверстия;
3) надпиливают в отверстии четыре угла квадратным напильником, не доходя 0,5 мм до рисок;
4) распиливают (выравнивают) в отверстии стороны квадрата, не доходя 0,5 мм до риски;
5) распиливают все стороны квадрата до риски;
6) подгоняют стороны отверстия по квадратной головке метчика или развертки, при этом сначала припиливают стороны (головка метчика пока должна входить в отверстие только концами и лишь на глубину 1—2 мм), затем припиливают стороны 2 и 4 и после этого окончательно обрабатывают одну за другой все стороны, заканчивая подгонку, когда квадратная головка легко и без качки будет входить в квадратное отверстие;
7) снимают заусенцы с острых ребер квадратного отверстия.
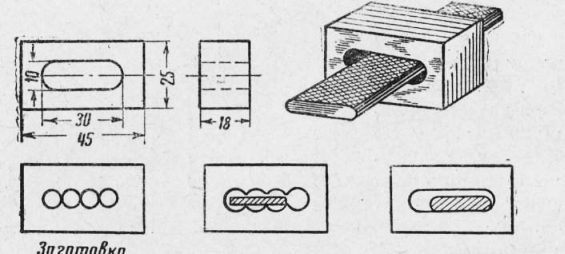
Рис. 4. Распиливание окна в чугунном бруске
Выпиливание окна в чугунном бруске.
Эту работу нужно производить так:
1) разметить окно по размерам чертежа и удалить крейцмейселем перемычки между круглыми отверстиями заготовки;
2) спилить образовавшиеся выступы до рисок;
3) распилить отверстие в размер по штангенциркулю плоским личным напильником с полукруглыми ребрами;
4) снять заусенцы с ребер выпиленного окна.
Реклама:
Читать далее:
Общие понятия о шабрении
Статьи по теме: