|
|
Категория:
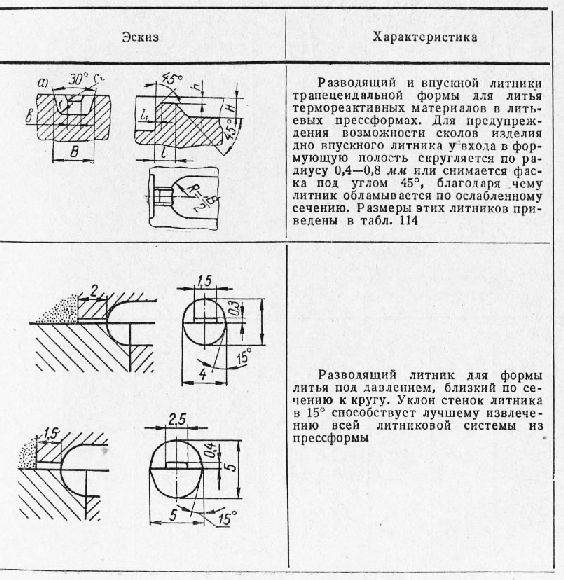
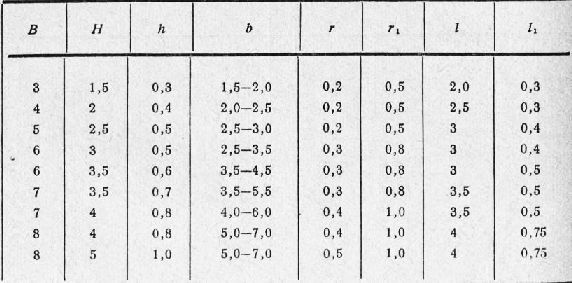
Пресс-формы Далее: Точечные литники Место входа впускных литников в формующую полость прессформы определяется: а) конфигурацией прессуемого изделия; б) конструкцией прессформы; в) требованием наименьшей последующей механической обработки изделия. Определяя место входа впускных литников в формующую полость, их конструкцию и количество, необходимо руководствоваться следующими положениями: Форма разводящих и впускных литников зависит от метода прессования, марки прессуемого материала и условий механической обработки изделий после отпрессовки. Несмотря на кажущееся сходство литьевого прессования термореактивных пластмасс и литья под давлением термопластов, требования к форме литников для них различны. Литьевое прессование термореактивных пластмасс осуществляется в прессформах, нагретых до 160-180° С. Прессматериал, перетекая по литниковым каналам в формующую полость, воспринимает тепло прессформы, и степень ее нагрева определяет скорость перехода в отвержденное состояние. Поэтому наиболее удачной будет такая форма разводящих и впускных литников, при которой проходящий материал в (минимальное время получит максимальное количество тепла, чему в наибольшей степени отвечает трапецеидальная форма литников. Литье под давлением производится в слегка подогретые формы, поэтому в данном случае стойл совершенно противоположная задача- сохранить тепло разогретого термопластического материала до полного заполнения формующих полостей, т.е. не дать ему застыть в литниковых каналах, что приведет к закупорке формы. Этому требованию в лучшей степени отвечают разводящие и впускные литники круглой формы, имеющие наименьшую площадь поверхности и вследствие этого отличающиеся минимальной теплопередачей. Однако круглое сечение литников нежелательно с точки зрения технологии их изготовления, поскольку они должны располагаться в обеих половинах прессформы. Поэтому можно рекомендовать для литья под давлением применять литники полукруглого сечения или близкие к ним по форме. Таблица 1 Таблица 2 Реклама:Читать далее:Точечные литникиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|