|
|
Категория:
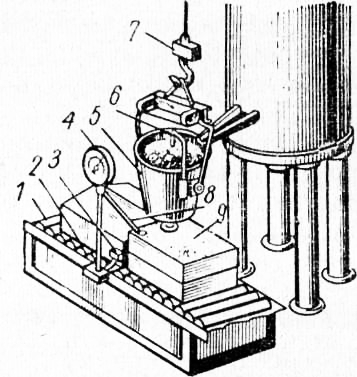
Развитие литейного производства Становление и бурное развитие литейного производства в огромной степени связаны с тщательным изучением и освоением железоуглеродистых сплавов — чугуна и стали. Основным литейным сплавом стал с XIX века и остается до сих пор серый чугун. Из него в настоящее время получают 75% всех производимых в мире отливок. Широкое применение серого чугуна обусловливается его дешевизной, высокими литейными и механическими свойствами, а также легкой обрабатываемостью режущим инструментом. Учитывая низкую вязкость серого чугуна, при литье заготовок машин, испытывающих во время эксплуатации повышенные силовые и особенно ударные нагрузки, применяют в качестве литейного сплава сталь. Последние 20—25 лет характерны большими достижениями в области металлургии литейного производства: улучшены свойства ранее применявшихся сплавов, разработаны и внедрены в производство новые, высокопрочные и обладающие специальными свойствами сплавы, и как итог — повысилось качество отливок. В связи с повышением требований к чугунным отливкам в последние годы были разработаны новые марки (СЧ40-60 и СЧ44-64) более прочного серого чугуна, которые включены в новый ГОСТ 1412-70. Учитывая широкое применение в различных отраслях народного хозяйства сталей, в нашей стране проводилась усиленная разработка новых их марок, обладающих специальными свойствами (жаропрочность, кислотоупорность, стойкость против коррозии II др.). Проведенные в Институте проблем литья АН УССР исследования под руководством М. П. Брауна позволили разработать теоретические представления о сложном комплексном легировании конструкционной стали. Благодаря этому удалось создать новые высокопрочные марки сталей (30X3ГМФ, ЗОХЗНМВ и др.), разработать оптимальные режимы их термической обработки. При разработке новых марок сталей ставилась большая народнохозяйственная задача — создать легированные стали, в которых дефицитные добавки (хром, никель, вольфрам, молибден и др.) были бы заменены более дешевыми и недифицитными элементами (кремний, марганец и др.). Учитывая это, в том же институте изучено последовательное легирование жаропрочной стали тугоплавкими металлами. В результате был установлен оптимальный состав сплава Х15Н20В4М4Б2Т с интерметаллоидным упрочнением, который успешно конкурирует со сплавами на никелевой основе типа хастеллой, ЛА-1, ЛА-2 и др. Там же разработана новая экономнолегированная нержавеющая сталь 1Х18АГ15Л, в которой никель полностью заменен марганцем с дополнительным легированием азотом. Подобная работа широко проводилась многими научно-исследовательскими организациями и обеспечила большой технико-экономический эффект. Непрерывно расширяется применение легких сплавов — алюминиевых и магниевых, создаются новые их марки. Достаточно сказать, что ГОСТ 2685-63 включает 35 марок алюминиевых сплавов, из которых многие были разработаны в последние годы. Новыми высокопрочными (марки МЛ 12, МЛ 15) и жаропрочными (марки МЛ7-1, МЛ10, МЛ11, МЛН, ВМЛ1) магниевыми сплавами пополнился ГОСТ 2656-68. В настоящее время разрабатываются составы титановых литейных сплавов, а также сплавов для фасон-пых отливок на основе других редких металлов (ниобий, тантал, цирконий и др.). Огромным достижением советских литейщиков является разработка и освоение нового литейного сплава — высокопрочного чугуна, который служит прекрасным конструкционным материалом. От обыкновенного серого чугуна высокопрочный чугун отличается наличием шаровидного (вместо пластинчатого) графита, повышающего его прочность и пластичность. В результате изучения механизма образования различных форм графита в Институте проблем литья АН УССР под руководством А. А. Горшкова и М. В. Волощеяко были разработаны условия, позволяющие управлять процессами кристаллизации, графитообразования и фазовыми превращениями в жидком и твердом состоянии высокоуглеродистых сплавов на основе железа. Это позволило разработать и внедрить в производство новые марки высокопрочного чугуна с шаровидным графитом с пределом прочности при растяжении от 70 до 120 кг/мм2 при относительном удлинении 2—8% и ударной вязкости 2—6 кгм/см2. Благодаря таким высоким механическим свойствам высокопрочный чугун (ГОСТ 7293-70) стал широко применяться при производстве ответственных крупных деталей вместо стали, обладающей меньшей жид-котекучестью и повышенной усадкой. Из высокопрочного чугуна в настоящее время отливают коленчатые валы, цилиндры и крышки цилиндров судовых двигателей, станины и траверсы тяжелых прессов, лопастные колеса паровых турбин и другие ответственные детали машин массой до 50 т. Высокопрочный чугун получают путем модифицирования — обработки расплавленного серого чугуна специальными веществами — модификаторами. К их числу относятся магний и его сплавы. Учитывая быстрое воспламенение под воздействием тепла чугунного расплава, эти модификаторы вводят в ковш с расплавленным чугуном в контейнере — стальном стакане с просверленными в его стенках отверстиями. Контейнер закреплен на вертикальной штанге и с нею опускается в ковш. За счет тепла жидкого чугуна магний в контейнере расплавляется, затем перегревается до температуры кипения (1107°), а пары магния пробиваются через толщу расплава в ковше. При этом часть магния усваивается расплавленным чугуном, в котором пластинчатый графит становится шаровидным. Большая часть парообразного магния вырывается на поверхность расплава и сгорает. В последние годы для повышения степени усвоения магния чугунным расплавом и предотвращения пиро-эффекта в качестве модификатора при получении высокопрочного чугуна стали применять низкомагниевые лигатуры с содержанием 8—20% магния. Были разработаны специальные титановые сплавы для фасонных отливок (табл. 3), тогда как вначале литейщики использовали сплавы, предназначенные для литья слитков и обработки давлением. Широкое использование автоматизации при плавке и заливке, а также применение более крупных плавильных печей позволили получить отливки из титановых сплавов больших размеров (диаметром до 2,5 м и высотой до 1,525 м) и массой до 870 кг. Изготовленные из графитовых смесей формы заливаются как статически, так и центробежным способом; последний применяется при получении тонкостенных отливок сложной конфигурации. Для предупреждения окисления плавка титановых сплавов ведется в вакуумно-дуговых печах с расходуемым электродом. Учитывая, что стоимость губчатого титана (основного шихтового материала при плавке титановых сплавов) за последние 20 лет снижена почти в 20 раз, имеются основания полагать, что область применения титановых отливок будет непрерывно расширяться. «Титан — металл редкой судьбы, — говорит руководитель лаборатории известный советский ученый доктор химических наук Иван Иванович Корнилов. — В сочетании с другими металлическими собратьями он открыл новую страницу в наших познаниях о сплавах, обогатил металлохимию и металловедение новыми ценными данными, позволил раскрыть многие тайны строения металлов и сплавов на их основе. Он помогает исследователям по-новому взглянуть на строение и свойства металлических композиций в самых разнообразных сочетаниях». Чем объясняется механизм поведения нового сплава, полученного на основе титана и никеля? Этот сплав наделен определенной «памятью» с особыми акустическими свойствами. Сплав, названный «никелидом титана», при комнатной температуре становится мягким, пластичным, теряет при ударе металлический звук. Но как только его нагревают выше определенной температуры, он становится жестким, упругим, звонким. Какое применение найдет этот феномен в будущем, пока сказать трудно. Но даже и сегодня, на начальной стадии исследований, можно утверждать, что сплавы с уникальными свойствами на основе никелида титана могут быть использованы во многих областях техники, например в новых датчиках — чувствительных элементах, которые действуют в условиях изменения температуры, поглотителях звука и других устройствах. Следует особо остановиться на достижениях последних лет, связанных с плавкой и приготовлением литейных сплавов. На заре развития металлургического производства плавка металлов производилась в тиглях, из которых приготовленный расплав сразу же заливался в формы. Первой совершенной плавильной печью литейных цехов следует считать вагранку, которая была изобретена в 1774 г. мастером литейных дел Баташевым в России и до сих пор остается основным плавильным агрегатом для выплавки чугуна. Следует, однако, отметить, что ее конструкция претерпела значительные изменения, большинство из которых внесены советскими специалистами. Современные вагранки отличаются большой высотой, снабжены системами подогрева дутья и автоматизированной загрузки шихты. В качестве топлива вместо кокса большинство литейных цехов использует кокс в сочетании с природным газом, что позволяет повысить интенсивность плавки, а следовательно, производительность вагранок. Контроль за работой вагранок осуществляется с пульта управления, фиксирующего расход и давление дутья, состав топочных газов и другие показатели хода плавки. В последние годы были освоены новые конструкции вагранок закрытого типа с дожиганием топочных газов. Они оснащены системами комплексной механизации и автоматизации, позволяющими вести плавку в оптимальном режиме. Кроме того, для выплавки чугуна специального назначения освоены электрические индукционные печи промышленной частоты. Для плавки стали и медных сплавов в настоящее время широко используются электрические печи, которые пришли на смену устаревшим конструкциям различных пламенных печей. Плавка стали чаще всего ведется в электрических дуговых трехфазных и индукционных печах промышленной частоты (модель ИЧТ), а медных сплавов — в электрических дуговых двухфазных печах (типа ДМ) и канальных промышленной частоты (моделей ИЛ К, ИЛТ и др.). Для плавки алюминиевых сплавов в современных литейных цехах прн-меняют электрические индукционные печи промышленной частоты моделей ИАТ и канальные моделей ИА, которые пришли на смену тигельным, газовым и малопроизводительным электрическим печам сопротивления. Плавку магниевых сплавов в современных условиях чаще всего производят в тигельных электрических печах сопротивления и индукционных промышленной частоты моделей ИГТ. В связи с освоением новых сплавов на основе редких металлов (титан, ниобий и др.) были созданы конструкции новых печей для плавки и заливки сплавов в вакууме, в среде нейтральных газов (аргон, гелий и др.) и в контролируемой атмосфере. Литье с использованием вакуумной плавильно-заливочной установки позволяет резко улучшить качество приготовляемого расплава (предупредить окисление, снизить газонасыщенность и увеличить жидкотекучесть) и получаемых отливок. Большой практический интерес представляют разработанные в нашей стране конструкции установок для электронно-лучевой и плазменно-индукционной плавки. Плазменные печи развивают температуру до 15 тыс. градусов, что в 5 раз превышает температуры плавли металлов в электрических дуговых печах. Такие печи позволяют приготовлять литой материал с повышенными пластическими свойствами, получать сверхчистые металлы, а также сплавы с низким содержанием неметаллических включений, что крайне важно при литье ответственных деталей из специальных сталей и сплавов. В настоящее время, когда к большинству отливок предъявляются повышенные требования, приготовление литейного расплава не ограничивается только плавкой шихты, а включает дополнительные операции его обработки. Чтобы измельчить структурные составляющие и улучшить внутреннее строение металла отливки, расплавы модифицируют — обрабатывают специальными веществами, называемыми модификаторами. Для освобождения выплавленных в плавильной печи расплавов от растворенных газов применяют операцию, называемую дегазацией. Ее осуществляют продувкой расплава хлором или азотом, обработкой ультразвуком, вакуумированием и введением в расплав активных добавок. Продувка хлором применяется главным образом для дегазации алюминиевых и магниевых расплавов. При ее осуществлении в ковш с расплавом с помощью стальной трубки под избыточным давлением вводится газ хлор. При этом образуется газообразное соединение, пузырьки которого захватывают растворенные в металле газы и выносят их на поверхность расплава. Продувка хлором, кроме того, очищает расплав от твердых окислов, находящихся во взвешенном состоянии, вынося их на поверхность ванны с расплавом. С целью очищения расплава от твердых окислов и посторонних включений применяют операцию, называемую рафинированием. Для алюминиевых и магниевых сплавов распространен способ рафинирования флюсованием. В качестве активной составляющей рафинирующих флюсов используют фтористые и хлористые соли. Применение флюсов, плотность которых больше плотности литейного сплава, позволяет после их насыпки на зеркало ванны осадить посторонние включения на дно тигля. Освобождения расплава серого чугуна от содержащейся в нем вредной примеси серы (она снижает жидкотекучесть и повышает усадку чугуна, способствует образованию раковин в отливках) литейщики добиваются присадкой в ковш с расплавом кальцинированной соды, карбида кальция и других добавок. После проведения одной или нескольких из отмеченных выше операций расплав заливается в литейную форму. В литейных цехах массового и крупносерийного производства заливка форм осуществляется на литейном конвейере. Над весовой секцией конвейера или рольганга подвешен на тельфере и динамометре быстросменный стопорный ковш, который перемещается по монорельсу. Динамометр сблокпро-ван с механизмом автоматически закрывающим летку в случае переполнения ковша расплавом После накатывания и» весовую секцию литейной формы включается электромагнит подъема стопора ковша. Стопор опускается после заливки формы расплавом по сигналу фотоэлемента, который срабатывает при появлении расплавленного чугуна в выпоре. Одновременно с этим освобождается упор, а включающийся при этом привод конвейера производит смену форм на весовой секции (сталкивание залитой и накатывание подготовленной к заливке). Масса заливаемого в форму расплава контролируется показаниями циферблата 4 весовой секции. На циферблате предусмотрен контакт, позволяющий опускать стопор после заливки в форму заданного количества расплава. Автоматическая заливка литейных форм при литье в кокиль и под давлением в современных условиях осуществляется с помощью пневматических, электромагнитных, вакуумных и других заливочно-дозирующих устройств. В Институте проблем литья Украинской академии наук под руководством В. П. Полищука создана серия магнитодинамических насосов для перекачки металлов. Изготовленные на их основе заливочные установки моделей МДН-6, МДН-6А и др. успешно работают на конотопском заводе «Красный металлист», на Московском заводе по переработке цветных металлов, в Ленинграде, Волгограде и Киеве. При использовании заливки с помощью этих установок значительно улучшается качество отливок, снижается расход металла, облегчается труд рабочих и повышается его безопасность. С учетом этих преимуществ на Киевском мотоциклетном, Ленинградском имени Лепсе и других за-водах решено полностью перепланировать литейные цехи, так как применение нового метода заливки позволяет значительно повысить производительность оборудования. Способность установок выдавать расплав заранее заданными точными порциями позволяет максимально облегчить их использование для различных условий получения отливок из легких (алюминиевых и магниевых) сплавов.
Рис. 1. Принцип действия установки для автоматической заливки форм на рольганге Широкое внедрение в производство насосов для перекачки металлов и автоматических заливочных установок позволит создать безопасные условия труда для заливщиков, повысить культуру производства. При этом роль рабочих-заливщиков будет сведена к настройке автоматических устройств, а также к контролю за бесперебойной работой заливочных установок. В заключение следует остановиться на новом направлении в развитии металлургии литейного производства, связанном с шихтовкой сплавов. В настоящее время при подходе к литейному цеху на многих машиностроительных заводах можно увидеть штабеля или кучи чушек — слитков металлов или литейных сплавов, наличие которых свидетельство нерациональной технологии плавки. Разве разумно иметь склады шихтовых материалов, вести процессы расчета и составления шихты, а также двойную переплавку в современных условиях? Не проще ли полученный после первичной плавки в доменных или других печах расплавленный металл сразу же доставлять в литейные цехи, минуя его разливку на чушки, с тем чтобы после кратковременной дополнительной обработки превращать его в фасонные отливки? Советские литейщики стоят на пороге такой новой технологии. Уже созданы и используются вагоны-миксеры для перевозки первично расплавленных металлов и сплавов на далекие расстояния. В самое последнее время построена цистерна-миксер емкостью 1000 т. Она представляет собой стальной цилиндр диаметром 6 и длиной 35 м, находящийся на железнодорожной платформе, снабженной 18 парами колес. Внутри стального цилиндра предусмотрена огнеупорная футеровка из смеси глины с асбестом. Залитый в цистерну при температуре 1400° металл остывает всего на 5° в час. В сочетании с электромагнитными — индукционными насосами, перекачивающими расплав из цистерны-миксера в вагранки и другие плавильные печи, цистерны-миксеры обеспечат непрерывный поток расплавленных металлов в литейные цехи, что резко сократит длительность выплавки литейных сплавов, упростит структуру литейных цехов и технологию получения отливок, резко снизит их себестоимость. Реклама:Читать далее:Как получают высококачественные отливкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|