|
|
Категория:
Сверление металла Далее: Основные правила безопасной работы на сверлильных станках и механизированными сверлильными машинками Развертывание является операцией чистовой обработки отверстий, обеспечивающей высокую точность размеров и чистоту поверхности. Эта операция выполняется с помощью инструмента, называемого разверткой. Развертывание отверстий можно выполнять на сверлильных или токарных станках, а также вручную. Развертки, применяемые для станочного развертывания отверстий, называются машинными (рис. 1,б). Машинные развертки отличаются от ручных более короткой рабочей частью. Они закрепляются в качающихся (плавающих) державках, установленных в патроне или непосредственно в шпинделе станка. Ручной развертке вращение сообщается при помощи воротка, который надевается на квадратный конец хвостовика развертки (рис. 1, а).
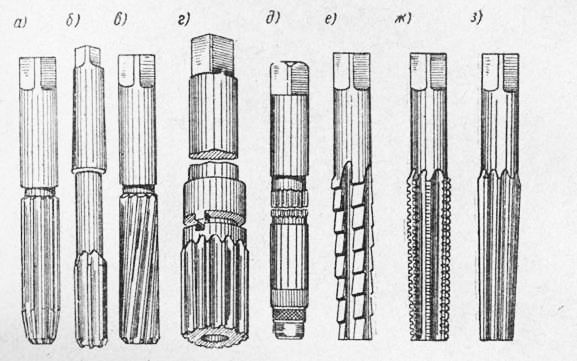
Рис. 1. Основные типы разверток
Расположенные на рабочей части развертки режущие зубья выполняются прямыми (прямозубые развертки, рис. 1, а) или с винтовыми канавками (спиральные развертки, рис. 1, в). Для развертывания прерывистых отверстий (например, с продольными канавками) применяются не прямозубые, а спиральные развертки. Развертки с правой винтовой канавкой называются праворежущими, а с левой — леворежу-Щ и м и. По форме обрабатываемых отверстий развертки Делятся на цилиндрические (рис. 1, а, б, в, г, д) и конические (рис. 1,в, ж, з). Конические развертки применяются для развертывания отверстий: под коническую резьбу от Vie До 2”; под конус Морзе от № О до № 6; под метрический конус от № 4 до № 140; под конические штифты конусностью 1 : 50 и 1 : 30. Эти развертки делают комплектами из двух или трех разверток в комплекте. Одна является черновой, вторая—промежуточной, а третья — чистовой (рис. 1, е, ж, з).
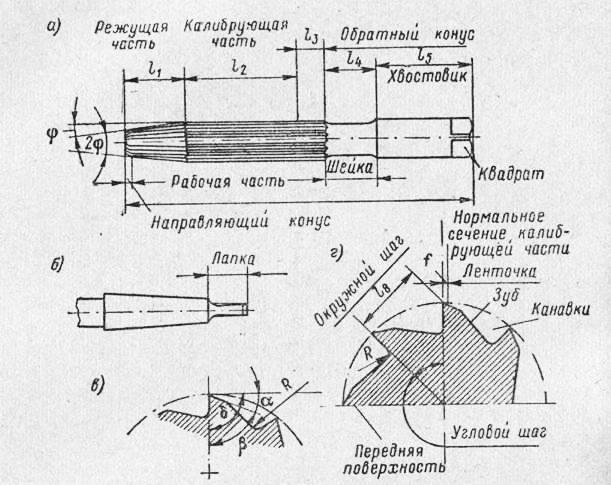
Рис. 2. Элементы и геометрические параметры развертки
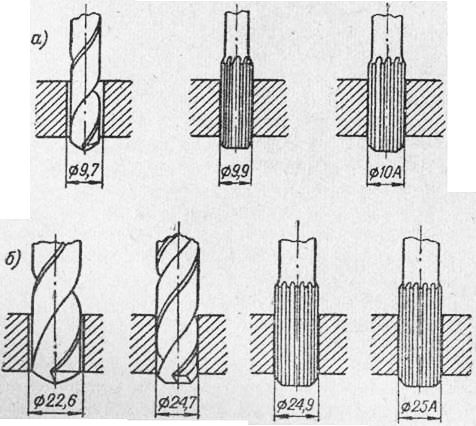
По своему устройству развертки подразделяются на дельные и насадные (рис. 1, г), с прямыми и винтовыми зубьями, постоянные и регулируемые. Корпус регулируемой развертки сделан полым коническим с продольными канавками, прорезанными между зубьями на длине рабочей части (рис. 1, д). При завертывании винта его конический конец заставляет зубья развертки раздаваться; тем самым увеличивается и регулируется в определенных пределах диаметр развертки. Развертка состоит из трех частей: рабочей части, шейки и хвостовика (рис. 2, а). Рабочая часть в свою очередь состоит из режущей (или заборной) части, калибрующей цилиндрической части и обратного конуса. Режущая часть делается конусной и выполняет основную работу по снятию стружки. Режущие кромки заборной части образуют с осью развертки угол при вершине, равный 2ф. Любая режущая кромка образует с направлением подачи или осью развертки главный угол в плане <р. Этот угол принимается для ручных разверток равным 0,5—1,5°, а для машинных разверток 3—5° при развертывании твердых металлов и 12—15° при развертывании мягких и вязких металлов. На конце заборной части зубья имеют скос под углом 45°. Это предохраняет режущие зубья от забоин и выкрашивания. Задний угол а зуба развертки принимается равным 6—15° (рис. 2, в). Большие значения берутся для разверток больших диаметров. Передний угол у для черновых разверток берется в пределах от 0 до 10°, для чистовых разверток у = 0°. Заборная (режущая) и калибрующая части развертки различаются формой зуба: на заборной части зуб заточен до остроты, а на калибрующей каждый зуб имеет на вершине ленточку шириной 0,05—0,4 мм; назначение ленточки — калибровать и заглаживать стенки развертываемого отверстия, придавая ему требуемые точность размера и чистоту поверхности. В целях уменьшения трения развертки о стенки отверстия на участке калибрующей части образован обратный конус (развертка уменьшается в диаметре из расчета 0,04 мм на каждые 100 мм длины). Развертки изготовляют с равномерным и неравномерным шагом зубьев по окружности. Для ручного развертывания следует применять развертки с неравномерным шагом. Они дают при развертывании вручную более чистую поверхность отверстия, а главное ограничивают возможность образования так называемой огранки, при которой отверстия получаются не цилиндрической, а многогранной формы. Машинные развертки изготовляют с равномерным шагом зубьев по окружности. Хвостовики ручиых__разверток имеют на конце квадраты для воротка; у машинных разверток хвостовики имеют коническую форму. Приемы развертывания. Отверстие под развертку сверлят с малым припуском, составляющим по диаметру не более 0,2—0,3 мм на черновую развертку и не более 0,05—0,1 мм на чистовую. Большой припуск может привести к быстрому затуплению заборной части развертки; ухудшению чистоты и точности отверстия. При ручном развертывании развертку закрепляют в воротке, смазывают и затем вводят заборной частью в отверстие, направляя ее так, чтобы оси отверстия и развертки совпали. В особо ответственных случаях положение развертки проверяют по угольнику в двух взаимно перпендикулярных плоскостях. Убедившись в правильности положения развертки, Начинают медленно вращать ее вправо и одновременно слегка нажимают сверху. Вороток нужно- вращать медленно, плавно и без рывков. Не следует форсировать развертывание увеличением нажима даже в том случае, если развертка продвигается легко. Вращение развертки в обратном направлении совершенно недопустимо, так как оно может вызвать задиры на поверхности отверстия или поломку режущих кромок развертки. Развертывать отверстия нужно развертками определенного диаметра за один проход и обязательно с одной стороны. Развертывание можно считать законченным, когда рабочая часть развертки полностью пройдет отверстие. Для развертывания отверстий в труднодоступных местах применяют специальные удлинители, надеваемые па квадрат развертки как торцовый ключ; вороток же надевается на квадрат такого удлинителя. Механизация ручного развертывания осуществляется путем выполнения этой операции на сверлильных и других станках, а также с помощью механизированных машинок пневматического и электрического действия и специальных приспособлений. При машинном развертывании на сверлильном станке развертка закрепляется так же, как и сверло, и работа производится аналогично сверлению. Эту операцию лучше всего выполнять сразу после сверления при одной установке детали. Благодаря этому развертка направляется строго по оси отверстия и нагрузка на зубья получается равномерной. В ряде случаев машинные развертки закрепляются в шарнирных качающихся державках. Это позволяет развертке самоустанавливаться по оси просверленного отверстия в тех случаях, когда оси отверстия и развертки не совпадают. Развертывание на сверлильном станке следует вести с автоматической подачей и достаточно хорошей смазкой. Скорости резания при развертывании на станках должны быть в 2—3 раза меньше, чем при сверлении сверлом такого же диаметра. При меньшем числе оборотов повышается не только чистота и точность развертываемого отверстия, но и стойкость развертки. Подачи при развертывании отверстий в стальных деталях диаметром до 10 мм составляют 0,5—1,2 мм/об., а в остальных деталях диаметром от 10 до 30 мм— 0,5—2 мм/об. При развертывании деталей из чугуна подачи для отверстий диаметром до 10 мм принимаются равными 1—2,4 мм/об., а для отверстий диаметром от 10 до 30 мм — 1—4 мм/об. Величины подач при развертывании оказывают существенное влияние на чистоту поверхности отверстия. Чем выше требования к чистоте поверхности, тем меньше должна быть подача. В качестве смазывающе-охла-ждающей жидкости следует применять при развертывании отверстий в стальных деталях минеральное масло, в деталях из меди, латуни, дуралюминия — мыльную эмульсию; детали из чугуна и бронзы развертывают всухую. Охлаждение применяют как при машинном, так и при ручном развертывании. Необходимо помнить, что развертки относятся к точным и дорогостоящим инструментам, поэтому на правильность их эксплуатации и хранения должно быть обращено особое внимание. Развертками следует пользоваться только по назначению, нельзя доводить их до чрезмерного затупления. Хранить их нужно в деревянных гнездах или чехлах. Типовые процессы обработки отверстий. Отверстия диаметром до 10 мм развертываются после сверления; при больших диаметрах отверстия обрабатываются зенкером и затем развертываются одной или двумя развертками. Точность отверстия после развертывания соответствует 2—3-му классу, а шероховатость поверхности, достигаемая развертыванием, находится в пределах 6—9-го, а иногда и до 10-го класса чистоты (при обработке латуни JIC59-1 и цинковых сплавов) по ГОСТу 2789-59. В табл. 8 приведены значения припусков на диаметр при обработке отверстий. Количество и последовательность переходов при обработке отверстия устанавливают в зависимости от заданной точности и размеров отверстия, а также от материала детали и т. д. Обработку, например, отверстия диаметром 10 мм в стальной детали по 2-му классу точности следует выполнять в такой последовательности (рис. 3, а): На рис. 3, б показана последовательность обработки отверстия диаметром 25 мм в стальной детали по 2-му классу точности: Брак при развертывании и меры его предупреждения. Брак при развертывании отверстий может получиться в результате неправильного выбора инструмента и режимов резания, назначения чрезмерных припусков иа развертывание, работы неисправной разверткой (трещины, выкрошенные зубья, забоины и т. п.), нарушения технологической последовательности переходов и приемов развертывания, отсутствия смазочно-охлаждающей жидкости.
Рис. 3. Последовательность обработки отверстий высокой точности
Следует помнить, что развертывание является последней операцией чистовой обработки отверстия. По-> этому, производя развертывание, слесарь обязан особенно внимательно следить за ходом процесса. В частт ности, необходимо учитывать, что черновой разверткой можно снимать припуск по диаметру металла толщиной 0,2—0,3 мм, а чистовой— 0,05—0,2 мм. При съеме большего слоя металла развертка быстро тупится. Нельзя вращать развертку в обратном направлении, так как это вызывает поломку зубьев и задиры на поверхности отверстия. Диаметр чистовой развертки слесарь должен выбирать, исходя из окончательного размера обрабатываемого отверстия с соответствующим допуском. Зная верхнее отклонение на изготовление отверстия, можно установить диаметр развертки, учитывая разбивку отверстия. Разбивка отверстия — это разность между размерами отверстия и диаметром развертки. Если слесарь не может устранить неполадки в процессе развертывания, он должен обратиться к мастеру. Реклама:Читать далее:Основные правила безопасной работы на сверлильных станках и механизированными сверлильными машинкамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|