|
|
Категория:
Сверление металла Развертыванием обрабатывают отверстия, к которым предъявляются повышенные требования в отношении точности размеров и чистоты поверхности. Инструмент для развертывания—развертка— применяется не только для окончательной, но и для предварительной обработки отверстий, которые при этом получаются особенно точными и чистыми. Процесс развертывания происходит при двух совместных относительных движениях режущего инструмента: поступательном — вдоль оси — и вращательном. Развертка снимает очень небольшой слой металла. Припуски под развертку принимаются в пределах нескольких десятых долей миллиметра. На рис. 1 изображены ручная и машинная развертки. Рабочая часть развертки, на которой нарезаны зубья, расположенные по окружности инструмента, в свою очередь делится на рабочую и калибрующую части. Рабочей, или заходной, называют переднюю конусную часть развертки, которая при развертывании выполняет в отверстии основную работу по снятию стружки. Калибрующая часть — это смежный с рабочей частью участок, служащий для направления развертки и калибрования (зачистки) развертываемого отверстия. Вдоль рабочей части развертки имеются канавки, служащие для образования режущих кромок и отвода стружки, которая снимается при развертывании. За калибрующей частью следует шейка и далее хвостовик, которым развертку закрепляют в шпинделе станка или в воротке. Хвостовая часть развертки может быть цилиндрической (с квадратным концом или без него) и конической. Режущим элементом развертки являются зубья. Рабочая и калибрующая части развертки отличаются друг от друга формой зуба: на рабочей части зуб заточен до остроты, а на калибрующей имеет на вершине фаску-ленточку шириной 0,3—0,5 мм в виде части дуги окружности; назначение фаски — калибровать и заглаживать стенки развертываемого отверстия. Развертки изготовляют с равномерным и неравномерным распределением зубьев по окружности. Для ручного развертывания следует применять развертки с неравномерным распределением зубьев по окружности: они дают при развертывании вручную более чистую поверхность отверстия, а главное, ограничивают возможность так называемой огранки отверстий, при которой отверстия получаются не цилиндрической, а многогранной формы. Машинные развертки изготовляют с равномерным распределением зубьев по окружности.
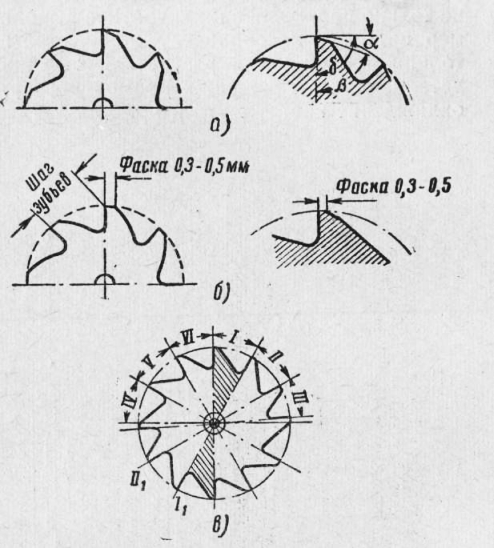
Рис. 1. Углы зубьев разверток:
а — вид зуба в рабочей части развертки, б — вид зуба в цилиндрической (калибрующей) части развертки, в— схема неравномерного распределения зубьев ручной развертки, к—задний угол, з —угол заострения, д— угол резания
На рис. 1 показаны углы зубьев разверток. Для развертывания конических отверстий применяют конические развертки (рис. 1). Основное требование, предъявляемое к работе разверткой, — это получение точного и чистого отверстия. Здесь значение имеет не только правильное и аккуратное выполнение работы, но и размер припуска на обработку, количество переходов, связанное с толщиной снимаемой разверткой стружки, способ закрепления детали, острота режущих кромок развертки, режим обработки, охлаждение инструмента и пр.
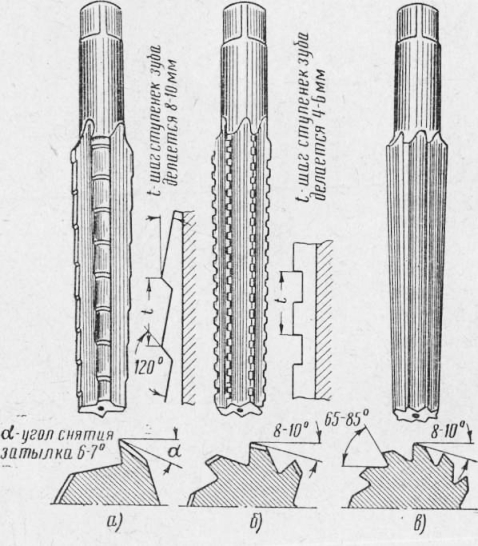
Рис. 2. Конические развертки:
а — черновая, б — промежуточная, в — чистовая
Отверстие под развертку высверливают с очень малым припуском, равным по диаметру не более 0,2 мм на черновую развертку, и не более 0,1 мм на чистовую. Большой припуск может привести к быстрому затуплению заборной части развертки, ухудшению чистоты и точности отверстия. Сильно влияют на точность и чистоту развертываемого отверстия смазка и охлаждение. При развертывании диаметр отверстия часто получается несколько больше диаметра развертки — явление, называемое разбивкой отверстия. При развертывании без смазки и охлаждения не только получается наибольшее искажение размера вследствие разбивки, но и возникает опасность защемления развертки в отверстии и поломки зубьев. При развертывании всухую поверхность отверстия получается неровной, шероховатой. Развертку смазывают при развертывании стали и чугуна минеральным маслом, при развертывании меди — эмульсией, алюминия — скипидаром с керосином, дуралюмина — сурепным маслом; лишь латунь и бронзу можно развертывать всухую. Перед работой надо тщательно осмотреть развертку. Нельзя употреблять развертки с выщербинами или забоинами на зубьях—такой инструмент не дает гладкого и чистого отверстия. При развертывании на станке отверстие иногда получается «разваленным». Это объясняется неисправностью станка — тем, что шпиндель при вращении бьет и его ось не совпадает с осью отверстия. Во избежание порчи поверхности отверстия при развертывании на станках употребляют специальные качающиеся оправки. При ручном развертывании развертку закрепляют в воротке, затем вводят рабочую часть развертки в отверстие, направляя ее так, чтобы оси отверстия и развертки совпали. Вращать развертку следует в одну сторону и обязательно равномерно, одновременно совершая плавно подачу. Обратное вращение развертки не допускается; от этого портится поверхность отверстия, кроме того, могут сломаться зубья развертки, так как под них может попасть стружка. Пример обработки отверстия сверлением и развертыванием Дан на рис. 2, а. Материал — стальная заготовка, диаметр отверстия 16 мм. Эту работу надо выполнять так:
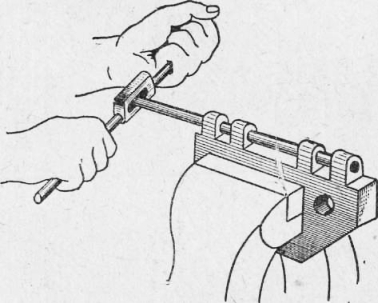
Рис. 3. Ручное развертывание
Она такова: Реклама:Читать далее:Получение отверстий электроискровой обработкойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|