|
|
Категория:
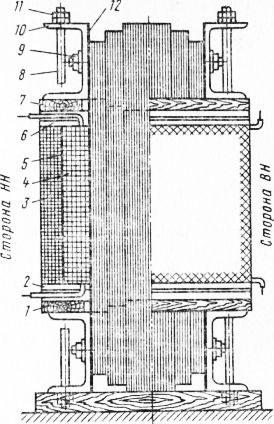
Электромонтер-ремонтник Далее: Сборка трансформаторов Ремонт. При повреждении главной изоляции или обмоток трансформатор подлежит капитальному ремонту с разборкой активной части, которая выполняется в такой последовательности. Демонтируют отводы, отвинчивают гайки вертикальной шпильки, ослабляют и отвинчивают гайки прессующих шпилек, которые вынимают вместе с бумажно-бакелитовыми трубками. Снимают верхние ярмовые балки и изоляционные электрокартонные прокладки. Ярмозые балки со стороны ВН и НН не взаимозаменяемы, и поэтому их маркируют. Вынимают заземляющую ленту магнитопровода, снимают верхнюю уравнительную изоляцию. Демонтируют шпильки. В процессе разборки все детали внимательно осматривают и отбраковывают. Расшихтовывают верхнее ярмо, начиная с крайних пакетов с обеих сторон (ВН и НН), идя к середине ярма, вынимая одновременно по 2 — 3 листа. После расшихтовки верхнего ярма выступающие расходящиеся в сторону листы стержней связывают киперной лентой, чтобы облегчить снятие обмоток. Снимают верхнюю ярмовую изоляцию б, поочередно снимают обмотки ВН, выгибая предварительно вертикально концы обмотки НН. Повреждения изоляции в основном происходят в результате ее естественного износа и уменьшения механической прочности при длительной эксплуатации (15 лет и больше), при длительных перегрузках трансформатора, сопровождаемых перегревом обмоток. При коротких замыканиях вследствие электродинамических усилий наблюдаются деформация обмоток, сдвиг их в осевом направлении и, как правило, механическое разрушение изоляции. Обрыв цепи обмоток, замыкание их на корпус или пробои возникают вследствие обгорания вводных концов, небрежного соединения их или, как следствие, от электродинамических усилий. Ремонт обмоток в большинстве случаев сводится к замене поврежденной изоляции проводов или замене клиньев, прокладок и других изолирующих обмотку элементов. Для проводов прямоугольного профиля большого сечения обычно ограничиваются заменой поврежденной витковой изоляции. Переизолировка провода небольших однослойных катушек, как правило, выполняется вручную. Поврежденные многослойные и другие более сложные по конструкции обмотки, выполненные из проводов мелких сечений, в большинстве случаев заменяют новыми.
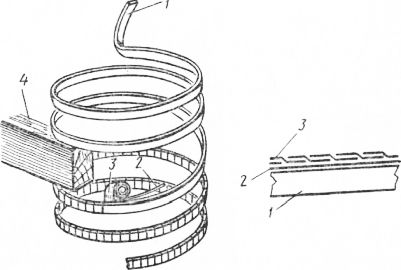
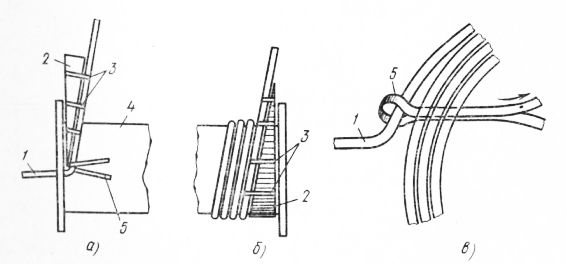
Рис. 1. Активная часть трансформатора (вид сбоку): Поврежденную изоляцию удаляют обжигом. Чтобы витка обмотки во время обжига не разошлись, на обмотку в осевом направлении накладывают несколько проволочных бандажей, которые после обжига аккуратно снимают. Мед. ный провод освобождают от остатков обгоревшей изоляции. Витки обмотки изолируют двумя слоями бумажной или тафтяной ленты в полуперекрышку. Для усиления изоляции между смежными витками по соприкасающейся поверхности витка под слой ленты укладывают полоску из электрокартона толщиной 0,5 мм и шириной, равной ширине соприкасающейся поверхности витка. Изолированную катушку выравнивают с торца клиновидным пояском, выполненным из электрокартона, который прикрепляют к витку бандажом из киперной или тафтяной ленты. Катушке придают нужный размер по диаметру и высоте путем обтяжки ее на шаблоне. Чтобы не допустить ослабления и распускания витков, их закрепляют в нескольких местах равномерно по окружности восьмерочными бандажами из киперной ленты, как это показано на рис. 137. Затем обмотку высушивают, пропитывают соответствующими лаками и запекают. Изготовление новых обмоток. Для новых обмоток, как правило, применяют алюминиевые провода. Для изготовления новых обмоток применяют шаблоны из сухого дерева твердых пород. Цилиндрическое тело шаблона состоит из двух срезанных наискось половин, обеспечивающих легкий разъем шаблона. Диаметр его равен внутреннему диаметру катушки, длина — высоте катушки. Высота катушки фиксируется обоймами (щеками), надвигаемыми на тело шаблона и закрепленными на нем в определенных местах. Широко применяются также различные типы универсальных шаблонов, устанавливаемых на обмоточных станках.
Рис. 2. Ручная изолировка витков: Рассмотрим технологию и способ изготовления нескольких типов обмоток. Для изготовления однослойной цилиндрической обмотки НН из провода прямоугольного сечения ее начальный конец (отвод) загибают «на ребро» под углом, близким к прямому. Отвод закрепляют в прорези съемной обоймы деревянного шаблона. Первый виток выравнивают клиновидным пояском из электрокартона, размеры которого соответствуют расчетным данным. Выравнивающий поясок прикрепляют к витку обмотки с помощью бандажа.
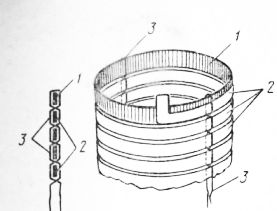
Рис. 3. Пример закрепления витков и уравнительного клиновидного пояска:
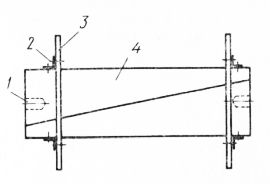
Рис. 4. Деревянный шаблон:
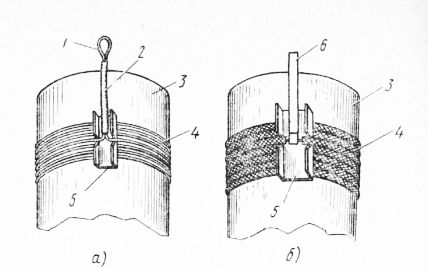
Рис. 5. Изготовление однослойной обмотки: Для закрепления первого витка на него накладывают петлю из киперной или тафтяной ленты. После укладки четырех-пяти витков при помощи этой ленты затягивают первый виток с отводом. Последние витки каждого слоя также выравнивают с помощью клиновидного пояска, прикрепляемого бандажом. Перед последними четырьмя-пятью витками обмотки в нескольких местах закладывают затяжные петли, как это было сделано для первого витка в начале намотки. Последний виток слоя обмотки заправляют в затяжные петли, подтягивают и закрепляют. При намотке многослойных катушек такое бандажирование витков нижних рядов не требуется, так как верхний слой обмотки обеспечивает прочность всех нижних слоев. Технология изготовления многослойной обмотки ВН приведена в технологической карте. Для предохранения изоляции крайних витков при переходе из одного слоя в другой в местах перехода прокладывают полоску электрокартона, ширина которой должна быть на 4—5 мм больше ширины провода. Для лучшей изоляции между слоями многослойной обмотки прокладывают электрокартон толщиной 0,5 мм, который перед намоткой очередного слоя сильно стягивают киперной лентой. Последний виток многослойной катушки крепят так же, как у однослойных катушек. Отводы должны быть хорошо изолированы для предупреждения межвиткового замыкания. Для изоляции отводов применяют лакоткань и полоски из электрокартона, прокладываемые с обеих сторон отвода. Пропитка и сушка обмоток. Пропитка обмоток лаками придает им необходимую механическую прочность, повышает прочность изоляции и увеличивает ее теплопроводность. Обмотку нужно пропитывать лаком непосредственно после сушки, когда она еще не остыла. Сушка считается законченной, когда лак образует твердую блестящую и эластичную пленку.
Рис. 6. Изготовление многослойной обмотки:
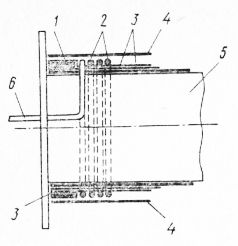
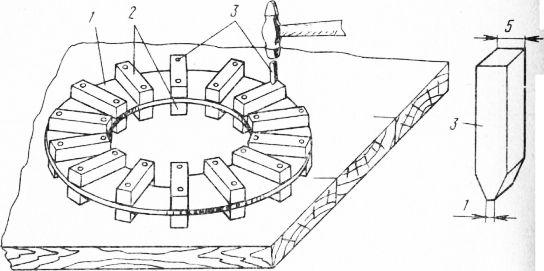
Рис. 7. Примеры выполнения отводов: Ярмовая изоляция представляет собой кольцеобразную шайбу, сделанную из электрокартона толщиной 2 — 3 мм с прикрепленными по обеим сторонам подкладками, которые образуют масляные каналы между ярмом и обмоткой. Уравнительная изоляция выравнивает плоскость ярмовых балок с горизонтальной плоскостью ярма. Ее изготавливают в виде настила из буковых планок. Для вывода концов от внутренних обмоток НН и циркуляции масла в планках делают вырезы. У трансформаторов I и II габаритов деревянный настил служит одновременно ярмовой и уравнительной изоляцией.
Рис. 8. Изготовление и установка ярмовой изоляции: Реклама:Читать далее:Сборка трансформаторовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|