|
|
Категория:
Электромонтер-ремонтник В асинхронных электродвигателях общепромышленного применения мощностью до 100 кВт обмотки статоров по способу изготовления относятся к шаблонным обмоткам с мягкими катушками. Мягкие катушки укладывают в полузакрытые пазы отдельными проводниками, как бы всыпая в паз (всыпные обмотки). Роторы самых распространенных асинхронных двигателей выполняются в виде «беличьей клетки» (короткозамкну-тыми). Пазы ротора заполняют голыми неизолированными стержнями, концы которых (торцы) соединяют между собой кольцами или заливают алюминием с одновременным образованием замыкающих колец. Изготовление всыпных обмоток статора. Как правило, поврежденные всыпные обмотки с проводом небольшого диаметра не ремонтируют, а заменяют новыми, которые изготавливают из круглого провода на намоточном станке с помощью различных шаблонов. Изоляцию паза выпускают на 10 —15 мм над поверхностью расточки статора. После укладки в пазы всей обмотки выступающую часть изоляции срезают и загибают внутрь паза.
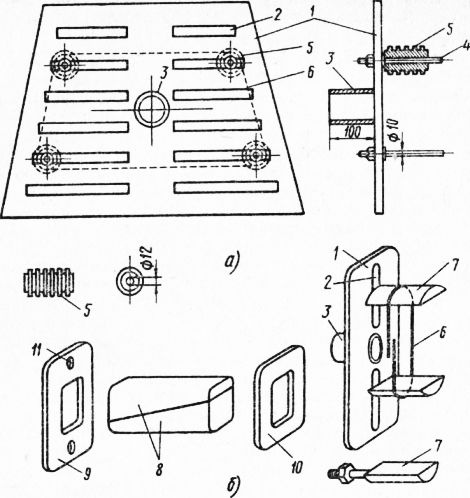
Рис. 1. Шаблоны для намотки катушек (секций): При двухслойной обмотке одну сторону катушки укладывают в нижнюю часть паза, вторую — в верхнюю часть паза, находящегося от первого паза на расстоянии, равном шагу обмотки. При замене одной поврежденной катушки поднимают верхние стороны всех катушек, находящихся между этими пазами. При укладке всыпной обмотки следят за тем, чтобы провода не перекрещивались. Для этого расправляют проводники специальной фибровой пластинкой, проводя ею вдоль паза. Между слоями обмотки устанавливают изоляционную прокладку. После укладки обмотки паз заклинивают. Ремонт стержневой обмотки фазных роторов. Если стержни разрушены, их заменяют новыми. У стержней большого сечения, как правило, восстанавливают изоляцию, для чего вычерчивают схему обмотки, отмечают концы поврежденного стержня и места его присоединения, вычерчивают форму изгиба лобовых частей. Распаивают концы поврежденного стержня, выпрямляют его лобовые части и пассатижами удаляют стержень, предварительно разогрев его электрическим током. Вынутые стержни освобождают от поврежденной изоляции обжигом. Поврежденную пазовую изоляцию заменяют новой такого же типа. Паз тщательно очищают. После укладки восстановленного стержня выгибают его лобовые части по шаблону ключами. При изготовлении новых обмоток ротора или их ремонте обращают особое внимание на равномерное расположение лобовых частей, обеспечивающих минимальный дисбаланс ротора. Ремонт короткозамкнутой обмотки ротора. Чаще всего повреждается обмотка, изготовленная пайкой или сваркой, стержни которой соединены с короткозамкнутым кольцом. Повреждение ее проявляется в нарушении контакта между стержнями и короткозамыкающим кольцом, в появлении трещин, разрывов, усадочных раковин и подгаров. Литые короткозамкнутые обмотки из алюминиевых сплавов более надежны. Если же они повреждаются, их удаляют выплавлением или химическим способом (в растворе каустической соды). В очищенные пазы ротора вновь заливают алюминий одним из следующих способов: статическим, центробежным, вибрационным или под давлением. Перезаливка роторов сложна, так как требует специального оборудования. Ее выполняют только на крупных ремонтных базах. При ремонте обмоток электрических машин применяют специальный инструмент обмотчика. Реклама:Читать далее:Ремонт и изготовление новых обмоток машин постоянного токаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|