|
|
Категория:
Ремонт промышленного оборудования Далее: Понятие о гидроприводе Современные станки имеют трубопроводы для подачи жидкости, воздуха, пара. Их делают жесткими из металла — чугуна, стали, меди, латуни, алюминия и гибкими — из резины, прорезиненных тканей, с металлическими оплетками. Медные и алюминиевые трубы, а также трубы (рукава, шланги) из мелобензостойкой резины применяются для подачи горючих и смазочных материалов, чугунные трубы — для отвода от машин производственных отходов. Для других надобностей используются стальные сварные и цельнотянутые трубы; последние идут для изготовления ответственных трубопроводов, работающих под большим давлением.
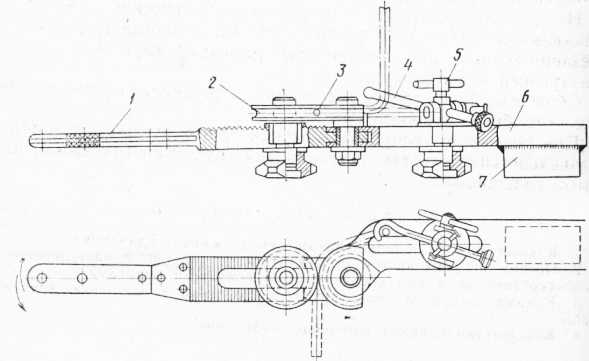
Рис. 1. Приспособление для гибки труб вручную Размер трубы характеризуется диаметром проходного отверстия. Трубы соединяют муфтами, гайками, при помощи фланцев, способом развальцовки, а также газовой и электрической сваркой. На рис. 1 показано приспособление для гибки вручную труб диаметром до 30 мм без наполнителя. Его крепят в тисках бобышкой. Чтобы изогнуть трубу, нужно откинуть рычаг и установить его под углом, равным 90°, к продольной оси основания; вставить трубу в канавку между роликами и и закрепить крючком и прижимом; плавным движением рычага произвести гибку. Ролики сменные — из набора, рассчитанного на разные диаметры труб и разные радиусы кривизны. При гибке горячим способом изгибаемый участок трубы нагревают в горне или другом нагревательном устройстве до вишнево-красного цвета, а места, не подлежащие изгибу, смачивают-водой. О достаточном нагреве песка судят по тому, что от трубы начинает отлетать окалина. Гибку производят плавно, без рывков и с одного нагрева. После остывания трубы из нее высыпают песок. Приставшие к стенкам трубы песчинки удаляют обстукиванием трубы молотком, желательно с последующей продувкой сжатым воздухом. Медные и латунные трубы перед гибкой отжигают. Для этого нагревают место изгиба до темно-красного цвета и охлаждают на воздухе или в воде. Остывшие трубы заполняют песком и подвергают гибке. Медные и латунные трубы диаметром до 12—15 мм можно гнуть бгз наполнителя. Гибку труб можно осуществить на специальных станках при нагреве токами высокой частоты (ТВЧ). На трубах нарезают цилиндрические и конические резьбы на то-карно-винторезных и труборезных станках, а иногда вручную. Для нарезания вручную наружной резьбы применяют клуппы с плашками, а внутренней — метчики. Обрабатываемые трубы закрепляют в специальных приспособлениях— трубных прижимах. При ремонте трубопроводов нередко приходится разбортовывать и развальцовывать трубы. Развальцовку делают инструментом, называемым вальцовкой. Реклама:Читать далее:Понятие о гидроприводеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|