|
|
Категория:
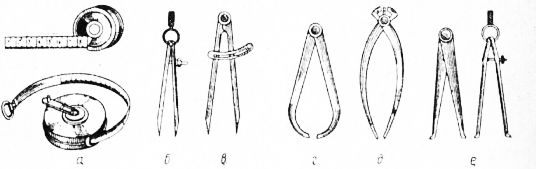
Ремонт оборудования предприятий молочной промышленности Далее: Оборудование для сварки Ремонтные инструменты можно разделить на следующие группы: контрольно-измерительные, разметочные, слесарно-сборочные, кузнечно-котельные, электро-газосвароч-ные и инструменты для обработки. Контрольно-измерительные инструменты. Они разделяются на несколько подгрупп. Простые контрольно-измерительные инструменты включают металлические измерительные линейки с пределом измерений 0,15—1 м и ценой деления 0,5 или 1,0 мм, металлический складной метр с ценой деления 1 мм, рулетки, кронциркули нормальные, пружинные и со шкалой, нутромеры и др.
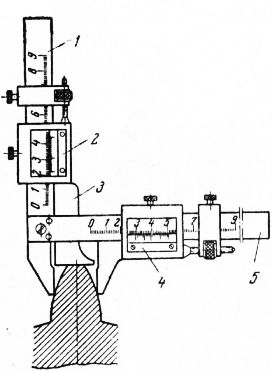
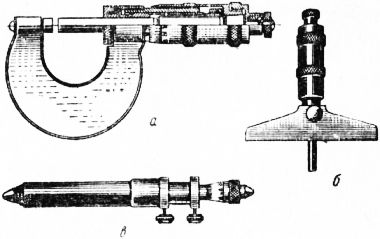
Рис. 1. Простые измерительные инструменты: К многомерным раздвижным инструментам с линейным корпусом относятся штангенциркули и штангензубомеры. Штангенциркули изготовляют трех типов: ШЦ-1 (с пределом измерений 0— 125 мм), ШЦ-П (с пределом измерений 0—200 и 0—320 мм) и ШЦ-1 II (с пределом измерений от 0—500 до 800— 2000 мм). Штангензубо-мерами (рис. 63) измеряют зубья деталей. Микрометрические измерительные инструменты (рис. 64) включают микрометры с пределами измерений от 5 до 600 мм, глубиномеры с пределами измерений от 0—25 до 75—100 мм и штихмасы для измерения внутреннего диаметра или расстояния между двумя поверхностями.
Рис. 2. Штангензубомер:
Рис. 3. Микрометрические инструменты:
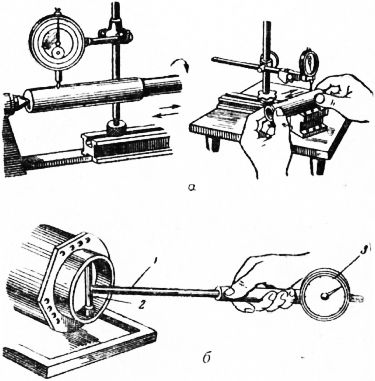
Рис. 4. Индикаторные инструменты: Рычажные измерительные инструменты приведены на рис. 65. Индикаторы часового типа выпускают двух типов с пределами измерений 0—2, 0—3, 0—5 и 0—10 мм с ценой деления шкалы 0,01 мм. Глубиномеры индикаторные применяют для измерения глубин и высот размером до 100 мм. Нутромеры индикаторные служат для измерения диаметров глубоких отверстий. Изготавливают их с пределами измерений от 6—10 до 100—160 мм.
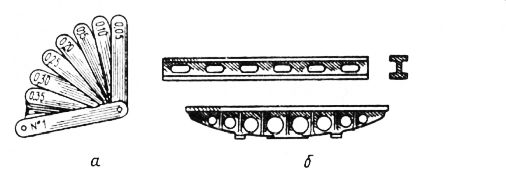
Рис. 5. Щупы (а) и контрольные линейки (б).
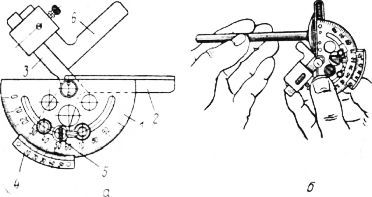
Рис. 6. Универсальный угломер: Зазоры с точностью до 0,01 мм измеряют щупами. Выпускают их наборами (7 номеров с толщиной пластин от 0,03 до 1,0 мм). Для проверки прямолинейности и плоскостности деталей методом световой щели или «на краску» используют контрольные линейки. Качество шабровочных работ, плоскостность методом на «краску» контролируют проверочными плитами. Эти плиты используют в качестве базовой поверхности при контрольных работах. Прямолинейность и плоскостность проверяют также уровнями рамными, брусковыми и микрометрическими, Для проверки или разметки прямых углов используют угольники, которые выпускают плоские и с широким основанием трех классов точности. Угломеры с нониусом изготовляют для измерения наружных углов от О до 180° с ценой деления 2’, а также для измерения наружных углов от 0 до 180° и внутренних от 40 до 180° с ценой деления 5’.
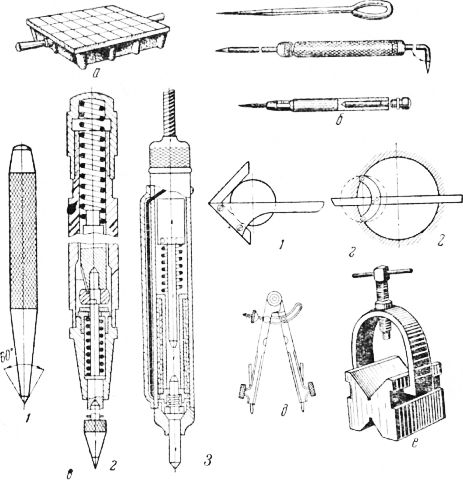
Рис. 7. Разметочные инструменты: Разметочные инструменты. Литая чугунная разметочная плита предназначена для производства разметочных работ. Верхняя (рабочая) поверхность плиты совершенно ровная, обработанная по III классу. Для нанесения на заготовку разметочных линий используют чертилку с заостренными концами. Горизонтальные линии, параллельные рабочей поверхности разметочной плиты, наносят рейсмасом (чертилкой в штативе). Высота стойки рейсмаса от 200 до 1000 мм. Высотные и другие отметки на деталях, установленных на контрольных плитах, измеряют штангенрейсмасом.
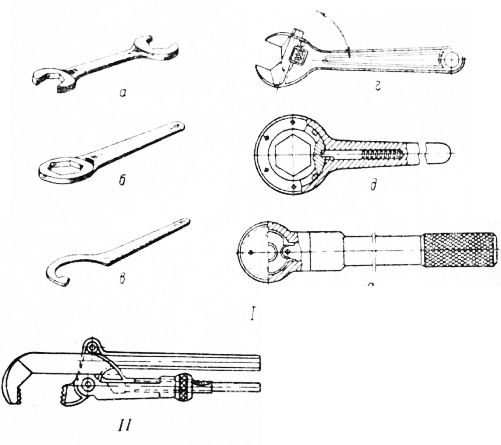
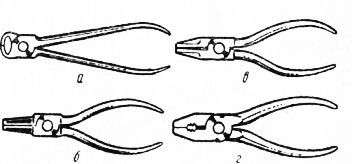
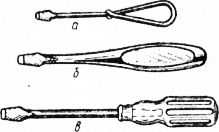
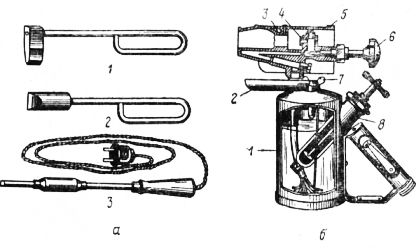
Рис. 8. Ключи: Точки на заготовки наносят кернером. Рабочей частью кернера является круглый стержень, изготовленный из инструментальной углеродистой стали с закаленным коническим концом (угол заострения 60°). Выпускают кернеры длиной от 90 до 150 мм. Для разметки крупных деталей применяют полуавтоматические, электрические и пневматические кернеры. Циркуль-центроискатель предназначен для нахождения центра на торцах круглых деталей, циркуль разметочный — для нанесения на заготовки и детали размеров и окружностей. При разметке применяют также призмы. Слесарно-сборочные инструменты. При слесарно-сборочных работах используют гаечные I и трубные рычажные II ключи. В труднодоступных местах, когда нет возможности переставлять ключ, применяют трещоточные ключи с квадратным или шестигранным отверстием под сменные головки. Муфтовые соединения металлических трубопроводов для молока разбирают и собирают коготковыми ключами. Динамометрические (тарированные) ключи рекомендуются в тех случаях, когда ограничивается усилие затяжки. Из механизированных инструментов для сборки резьбовых соединений используют электрические и пневматические гайковерты (для завинчивания болтов, гаек, винтов и шпилек), а также механические отвертки. Шурупы и винты с прорезной головкой завинчивают и отвинчивают отвертками. Характеристикой отвертки является ее длина, а также ширина и толщина лезвия. При ремонтных работах для захвата и изгибания проволоки и тонкого полосового материала применяют шипцы: острогубцы, круглогубцы, плоскогубцы, пассатижи. Завинчивать гайки, болты и шурупы шипцами запрещается. Для паяния выпускают паяльники номеров. Паяльники и места паяния нагревают паяльными лампами.
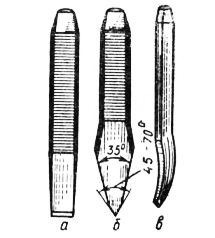
Рис. 9. Щипцы: Инструменты для обработки. Напильники по профилю делятся на плоские, квадратные, полукруглые, круглые, трехгранные, ромбовидные; по частоте и роду насечки— на рашпили, драчевые, полуличные, личные, бархатные, надфили. Для рубки металла применяют зубила. В зависимости от металла, подвергающегося рубке, углы заточки зубила следующие: для чугуна и бронзы 70°, для стали 60°, для меди и латуни 45°, алюминия 35°. Пазы и шпоночные канавки прорубают узким зубилом — крейц-мейселем, ширина рабочей части которого 2, 5, 8, 10, 12 и 15 мм.
Рис. 10. Отвертки:
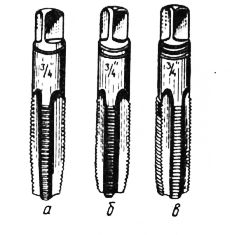
Рис. 11. Инструменты для паяния: Ручными ножовками можно резать металл толщиной до 70 мм. Механическими ножовками режут трубы, тросы, заготовки. Рабочим органом таких ножовок является полотно или абразивный круг. Станки для крепления полотен ручных ножовок, могут быть дельными и раздвижными (для полотен различной длины). На полотне маркируется его ширина, шаг зуба и марка стали. Все полотна подвергаются закалке. Листовую сталь толщиной 0,5—0,7 мм и мягкий листовой металл толщиной до 1,5 мм режут ручными ножницами. Механические ножницы (пневматические, электрические, электромагнитные) применяют обычно на ремонтных заводах. Внутренние резьбы нарезают метчиками. По назначению метчики делят на ручные, машинно-ручные и гаечные; по числу инструментов — на одинарные и комплектные. У комплектных метчиков из 3 инструментов один — черновой, второй — средний и третий — чистовой. На маркировке метчика (на хвостовике) указывают шаг резьбы и степень точности (только у чистового). Номер метчика обозначают кольцевыми рисками, перпендикулярными его оси. Наружную резьбу нарезают круглыми или призматическими раздвижными плашками. Круглые плашки (лерки) бывают цельные и разрезные. На торце плашки в маркировке указывается: обозначение, класс точности резьбы и марка стали (при левой резьбе —дополнительно ставят букву Л). Резьбонакатные плашки имеют накатывающие ролики с резьбой, которые можно регулировать на требуемый размер резьбы.
Рис. 12. Метчики: Потребное количество слесарного инструмента рассчитывается по нормативам в зависимости от количества слесарей и их разряда.
Рис. 13. Слесарные зубила:
Рис. 14. Плашки: Кузнечно-котельные инструменты. К, этой группе инструментов относятся кузнечные зубила и клещи разные, стальные кувалды, котельные молотки с круглой головкой, боевые молотки, стальные наковальни, котельные обжимки, разные чеканки, переносные ручные горны, ручные меха, вальцовки ручные и с приводом от пневматической дрели. Электрогазосварочные инструменты. В данную группу инструментов включают электрододержатели, кабели, газосварочные горелки, редукторы, шланги. Реклама:Читать далее:Оборудование для сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|