|
|
Категория:
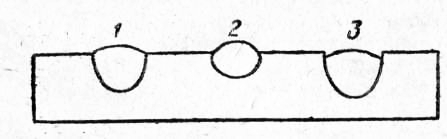
Сварка металлов Далее: Сварка углеродистых сталей Под режимом сварки понимают совокупность условий протекания процесса сварки. Эти условия называются параметрами режима сварки. Различают основные и дополнительные параметры. Основными параметрами режима ручной сварки покрытыми электродами являются: диаметр электрода, величина сварочного тока, род и полярность сварочного тока, величина поперечного колебания конца электрода. Дополнительными параметрами режима являются: наклон электрода, наклон изделия, начальная температура основного металла. Влияние параметров режима сварки на форму шва. Форма и размеры сварного шва существенно определяют качество сварного соединения. Основными размерами шва являются глубина проплавления и ширина шва. Размеры и форма шва зависят практически от всех параметров режима сварки. Диаметр электрода существенно влияет на глубину проплавления и ширину шва. Уменьшение диаметра электрода при том же сварочном токе повышает плотность I-ока в электроде и уменьшает подвижность дуги. 3 результате растет глубина проплавления и уменьшается ширина шва. Увеличение диаметра электрода при том же сварочном токе уменьшает плотность тока и увеличивает подвижность дуги — в результате уменьшается- глубина проплавления и растет ширина шва. Величина сварочного тока существенно влияет на глубину проплавления. С увеличением тока при неизменном диаметре электрода глубина проплавления возрастает, с уменьшением тока при неизменном диаметре электрода — уменьшается. Это объясняется изменением величины погонной энергии (q/V) и изменением давления столба дуги на поверхность сварочной ванны. Изменением величины сварочного тока эффективно изменяют в нужном направлении глубину проплавления основного металла. На ширину шва изменение величины сварочного тока практического влияния не оказывает. Величина сварочного тока существенно определяет форму валика наплавленного металла (металла шва). При нормальной величине тока под определенный диаметр электрода валик имеет плавный переход к основному металлу. При недостаточной величине тока глубина проплавления уменьшится и валик примет горбатую форму с резким переходом к основному металлу. При чрезмерном токе глубина проплавления возрастет, но резко возрастет и вероятность получения дефекта — подрезов, т. е. углублений в основном металле вдоль шва. Род и полярность сварочного тока существенно влияют на глубину проплавления. Наибольшая глубина проплавления обеспечивается при сварке постоянным током обратной полярности — на 40—50% больше, чем при сварке на прямой полярности. Такое соотношение справедливо для электродов с рутиловым и основным покрытием. Для электродов с целлюлозным покрытием глубина проплавления больше на прямой полярности. Сварка переменным током по глубине проплавления занимает промежуточное положение — в этом случае глубина проплавления на 15—20% меньше, чем при сварке постоянным током обратной полярности. Ширина шва мало зависит от рода и полярности сварочного тока. При сварке постоянным током прямой полярности ширина шва получается меньше, чем при сварке на обратной полярности и переменным током. Величина поперечного колебания конца электрода эффективно влияет на глубину проплавления и ширину шва. Этим приемом широко пользуются для регулирования формы шва. С увеличением плитуды колебаний конца электрода уменьшается глубина про-вления и растет ширина шва, и наоборот. Это связано с изме-Ивнием концентрации тепла дуги на основном металле.
Рис. 1. Форма валика наплавленного металла (металла шва): Наклон электрода вдоль шва существенно влияет на глубину ооплавления и ширину шва. Возможны три положения элекгро-пг вертикальное, углом вперед и углом назад. При сварке углом вперед электрод наклонен под острым углом направлению сварки. При таком положении электрода глубина пооплавления уменьшается, а ширина шва растет в сравнении со сваркой вертикальным электродом — это объясняется снижением давления столба дуги на поверхность расплавленного металла. При сварке углом назад электрод наклонен под тупым углом к направлению сварки. При таком положении электрода глубина проплавления увеличивается, а ширина шва уменьшается в сравнении со сваркой вертикальным электродом. Это объясняется более интенсивным вытеснением расплавленного металла из-под столба дуги.
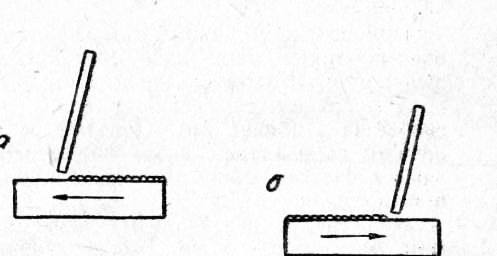
Рис. 2. Наклон изделия в процессе сварки; Наклон изделия также влияет на формирование шва. При сварке на спуск глубина проплавления уменьшается из-за затекания расплавленного металла под столб дуги и растет ширина шва из-за блуждания дуги по поверхности расплавленного металла. При сварке на подъем глубина проплавления возрастает из-за уменьшения слоя расплавленного металла под столбом дуги и уменьшается ширина шва за счет уменьшения блуждания дуги. Для нормального формирования шва при сварке в нижнем положении угол наклона изделия не должен превышать 10°. Начальная температура основного металла в интервале от —60 до +80° не оказывает практического влияния на формирование ШЕа. Подогрев основного металла до температуры 100—400° увеличивает глубину проплавления и ширину шва, причем быстрее растет ширина шва. Предварительным подогревом основного металла и высокой температурой предыдущих слоев объясняется увеличение ширины верхних слоев при многослойной сварке. Реклама:Читать далее:Сварка углеродистых сталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|