|
|
Категория:
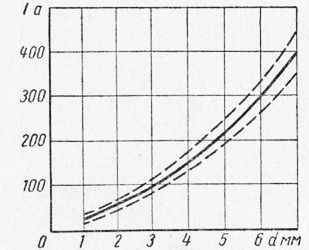
Сварка металлов Далее: Сварка стыковых швов Режим сварки зависит от многих факторов: толщины металла, подлежащего сварке; размеров изделия; формы сварных швов; требований к качеству и внешнему виду сварных соединений; пространственного положения сварки и пр. Преимущественно режим сварки определяется типом и диаметром электрода и величиной сварочного тока. Тип электрода подбирают по данным изготовителя электродов, диаметр — по толщине основного металла и форме сечения сварного шва. В обычных работах электроды применяют диаметром 2—7 мм, для следующих толщин стали: Толщина стали в мм 1—2 3—5 4—10 12—24 30—60 Диаметр электрода в мм……… 2—3 3—4 4—5 5—6 6—7 При толщинах свыше 6 мм швы часто выполняют в несколько слоев; первые слои при этом выполняются электродом меньшего диаметра для удобства работы в разделке шва. По принятому диаметру электрода подбирают сварочный ток. Отклонения тока от нормы нарушают процесс сварки, ухудшают формирование шва и увеличивают количество дефектов в нем. Кроме того, чрезмерное уменьшение тока снижает устойчивость дуги, а увеличение повышает нагрев электрода и разбрызгивание металла. Опытный электросварщик, не пользуясь амперметром, часто отсутствующим, достаточно точно устанавливает ток, наблюдая за дугой и процессом сварки. Зависимость «нормальных» токов, установленных опытным сварщиком от диаметра электрода показана на рис. 66, где между пунктирными кривыми заключены допустимые отклонения тока. Сила тока растет быстрее, чем диаметр электрода, и медленнее, чем площадь его сечения.
Рис. 1. Зависимость тока диаметра электрода
Эти данные нельзя рассматривать как неизменные для всех случаев, так как на силу тока, помимо диаметра электрода, влияет его марка и тип покрытия, толщина металла, форма сварного соединения, его пространственное положение и т. д. Для электродов с тонким стабилизирующим покрытием токи нужны меньшие, чем для электродов с толстым покрытием; для сварки в вертикальном и потолочном положениях токи понижаются по сравнению с нижним положением для уменьшения объема жидкого металла в сварочной ванне. Реклама:Читать далее:Сварка стыковых швовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|