|
|
Категория:
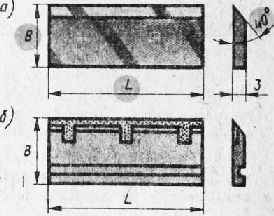
Деревообрабатывающие станки В качестве режущих инструментов на продольно-фрезерных станках используют ножи плоской формы, цельные фрезы и съемные ножевые головки. Ножи для фрезерования являются сменными режущими элементами цилиндрических ножевых валов фуговальных и рейсмусовых станков. Ножи плоские с прямолинейной режущей кромкой изготовляют шириной 40 мм и толщиной 3 мм. В зависимости от типа станка применяют ножи длиной 260, 410, 640, 810, 1260 и 1610 мм. Ножи изготовляют из инструментальных легированных сталей Х6ВФ, 8Х4В4Ф1, 8Х6НФТ. Для повышения стойкости ножи оснащают пластинами из твердого сплава. Ножи затачивают по задней грани на специальных ножезаточных станках. Угол заострения режущей кромки ножей 40°. Заточенные ножи должны удовлетворять следующим требованиям: – неравномерность ширины ножа допускается не более 0,1 мм на длине 100 мм; – разнотолщинность ножей — не более 0,05 мм; – угол заострения ножа равен (40± ± 2)°. Контролируют его универсальным или оптическим угломером. Режущая кромка ножа не должна иметь трещин, выкрашиваний и забоин. Твердость передней грани на расстоянии 10…15 мм от режущей кромки составляет 56…62 HRC (по Роквеллу); – продольная и поперечная вогнутость передней грани ножа должна быть не более 0,1 мм на 100 мм длины ножа; – отклонение от прямолинейности режущей кромки ножа допускается не более 0,025 мм на длине 100 мм. Прямолинейность лезвия контролируют поверочной линейкой, прикладывая лезвие ножа к рабочей поверхности линейки и располагая их напротив источника света, визуально определяют зазор.
Рис. 1. Плоские ножи с прямолинейной режущей кромкой:
а — без прорезей, б — с пластинами из твердого сплава
Радиус округления лезвия после доводки оселком должен быть 6…8 мкм. Цельные фрезы применяют для массовой обработки нормализованных профилей деталей на четырехсторонних продольно-фрезерных станках. Они могут быть изготовлены из одной заготовки легированной стали или конструкционной стали с припаянными, пластинами из твердого сплава. В зависимости от формы зубьев фрезы бывают двух типов: заты-лованные и с прямой задней гранью зубьев. Цельные фрезы затылованные используют для фасонного фрезерования различных профилей, фрезы с прямой задней гранью (остроконечными зубьями) — для обработки плоскостей и выборки прямоугольных пазов в деталях. Цилиндрические пазовые и прорезные фрезы делают с прямой задней гранью зубьев. Составные фрезы применяют для точной обработки двусторонних фасонных профилей и пазов, получение которых одинарными фрезами невозможно или трудно. Их компонуют из цепных фрез, зубья которых перекрывают друг друга. По мере стачивания зубьев регулируют фрезу, смещая, ее части одну относительно другой. При этом ширина паза остается неизменной, а общая высота фрезы уменьшается за счет стачивания опорных поверхностей зубьев. Зубья фрезы могут быть оснащены пластинами из твердого сплава. У фрез и ножевых головок со сменными вставными резцами сменные резцы крепят в корпусе. На рис. 2 показаны сборные фрезы и способ крепления в них ножей. Сборная фреза с посадкой на вертикальных шпинделях станка снабжена ножами, оснащенными пластинами из твердого сплава. Ножи вставлены в пазы корпуса и закреплены винтами с помощью прижимных клиньев.
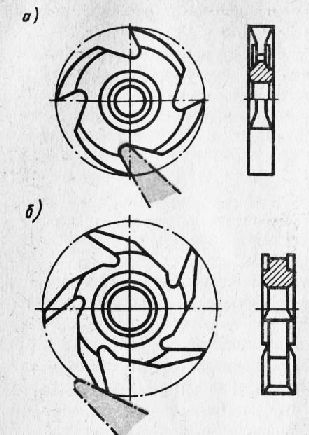
Рис. 2. Насадные цельные фрезы к четырехстороннему продольно-фрезерному станку затылованные (а) и с прямой задней гранью зубьев (б)
Сборная фреза для вертикальных и горизонтальных шпинделей снабжена длинной и короткой цангами. Цанга выполнена в виде конусной втулки с продольными прорезями, которые позволяют изменять диаметр втулки за счет ее упругой деформации при действии небольшой радиальной силы. Фрезу крепят гайкой. Сборная фрезы для горизонтальных шпинделей имеет две короткие цанги и две гайки, которыми фреза закрепляется на шпинделе. Изменяют положение ножей в корпусе регулировочными винтами.
Рис. 3. Сборные фрезы к четырехстороннему продольно-фрезерному станку:
а — с посадкой на вертикальный шпиндель, б, в- с креплением на цангах, г. д — квадратные ножевые головки; 1 — винт, 2 — клин, 3 — нож, 4 — гайка, 5, 6- цанги, 7 — регулировочный винт
В ряде случаев для профильной обработки деталей на четырехсторонних станках используют квадратные ножевые головки с плоскими толстыми ножами. Недостаток такой головки — малая надежность крепления ножей, вследствие чего возможно смещение ножа и его вылет при вращении. Для повышения безопасности эксплуатации квадратных ножевых головок применяют рифление на соприкасающихся поверхностях ножа и шайбы. Рифленые ножи после заточки и балансировки можно укреплять на корпусе фрезы, соблюдая точность расположения режущих кромок на окружности резания благодаря наличию зазора между отверстием шайбы и стержнем крепежного болта, равного величине одного шага рифления. Реклама:Читать далее:Назначение фрезерных станков по деревуСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|