|
|
Категория:
Резание металла Для кислородных резаков обычного устройства можно считать нормальной толщину разрезаемой стали до 300 мм; при этом не возникает особых трудностей и не требуется специальных приемов резки. Толщина свыше указанной считается большой, в таком случае требуется специальная аппаратура и особые приемы резки, встречаются значительные затруднения. Затруднения при резке металла боль ших толщин заключаются главным образом в следующем. Требуются специальные мощные резаки с увеличенным подогревательным пламенем и с увеличенным диаметром сопла режущего кислорода. По существующей теории давление режущего кислорода должно возрастать с увеличением разрезаемой толщины. Существуют эмпирические формулы для определения давления режущего кислорода в зависимости от разрезаемой толщины. Резка больших толщин становится весьма затруднительной из-за трудности пользования кислородом высокого давления, из-за быстрого расширения струи кислорода но выходе из сопла и значительного охлаждения кислорода вследствие дросселирующего эффекта.
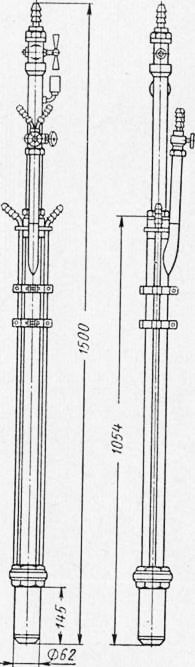
Рис. 1. Резак Р-100 для больших толщин
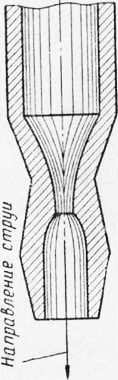
Основными показателями являются скорость, длина и сечение струи кислорода. Длина струи зависит от ее начального сечения, конструкции сопла и скорости на выходе. Решающим показателем для резки является скорость движения кислорода в режущей струе, достаточная для успешного сдувания расплавленных окислов с поверхности металла в полости реза. При резке металла больших толщин для обеспечения достаточной длины струи особенно значительной должна быть начальная скорость кислорода. Несовершенство конструкции существующих стандартных резаков вызывает необходимость применять значительное давление кислорода на входе в резак, а также быстро повышать давление с увеличением толщины разрезаемого металла. Главнейшие конструктивные недочеты существующих стандартных резаков следующие: неудачная форма сопла режущего кислорода; наличие резких отклонений пути кислорода в резаке, в особенности при переходе от ствола к мундштуку; наличие резких изменении сечения на пути кислорода, например в вентиле. При обычной цилиндрической или ступенчато-цилиндрической форме сопла неудовлетворительно происходит переход потенциальной энергии сжатого газа в кинетическую энергию струи. Резкие отклонения кисло-родопровода в резаке и изменения сечения увеличивают потери и служат причиной завихрений и турбулентных движений, нарушающих правильную форму струи и уменьшающих ее устойчивость и рабочую длину. М. М. Борт и автор книги сконструировали и построили в Ки, евском политехническом институте мощный кислородный резак Р-100 для резки стали больших толщин, в конструкции которого были устранены указанные выше недостатки (рис. 1). На основании результатов длительных экспериментов соплу придана форма, показанная на рис. 2. Образующую сопла выбирают на основании опытных данных. Кислородопровод резака, подводящий кислород к соплу, представляет собой прямую трубку значительной длины и диаметра. Вентиль режущего кислорода заменен задвижкой, не суживающей сечения кислородопровода. Для смеси подогревательного пламени имеется ряд сопел, расположенных концентрически вокруг сопла режущего кислорода. Mvhihhtvk иезака охлаждается проточной водой для устранения возможности обратных ударов подогревательного пламени, в особенности при резке горячего металла, на металлургических заводах. Резак дает правильную длинную струю. Кислород выходит из сопла при давлении, близком к окружающему, и дальнейшего его расширения в струе практически не происходит. Струя отличается устойчивостью вследствие правильного успокоенного течения газа в ней и отсутствия завихрений.
Рис. 2. Сопло режущего кислорода резака Р-100
Резак Р-100 расширил возможности кислородной резки и позволяет резать стали толщиной до 2000 мм. Возможность резки металла больших толщин важна для многих машиностроительных заводов, обрабатывающих крупные стальные поковки и отливки, а также для металлургических заводов. Испытания резака Р-100 показали, что для резки самых больших толщин достаточно давления кислорода 1 — 3 ати на входе в резак и что это давление практически не зависит от разрезаемой толщины, причем получается мощная, длинная, устойчивая струя со сверхзвуковыми скоростями истечения кислорода. Весьма устойчивая кислородная струя резака Р-100 позволяет также успешно выполнять пакетную резку. Обычными стандартными резаками можно разрезать пачку или пакет стальных листов, но для этого необходимо весьма плотное прилегание элементов и хорошая зачистка их поверхностей для образования монолитного блока из пакета. При наличии даже небольших зазоров между листами пакета резка часто прерывается, струя кислорода не прорезает пакета, деформируется и портит кромки реза. Ввиду трудности плотного сжатия листов пакетная резка имеет ограниченное применение. Опыты показали, что резак по типу Р-100, работающий при низком давлении кислорода, легко прорезает пакеты суммарной толщиной до 200—300 мм и дает чистый правильный рез даже при наличии значительных зазоров между листами. Реклама:Читать далее:Специальные виды кислородной резкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|