|
|
Категория:
Резание металла Далее: Резка металла ножницами Резка полосового металла. Полосовой металл, как правило, режут по узкой стороне полосы, так как в этом случае сила резания распределяется на меньшую площадь и резка протекает значительно быстрее. Однако резать полосу по узкой стороне можно лишь при условии, если на длине реза с металлом соприкасается не менее 2—3 зубьев ножовочного полотна. При меньшей длине реза, т. е. меньшей толщине полосы, зубья ножовки будут ударять по ее ребру и в результате могут выломаться.
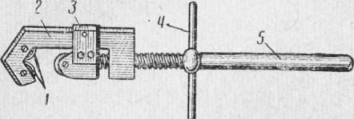
Рис. 1. Груборез:
1 — режущие диски, 2 — корпус трубореза, 3 — подвижная щека, 4 — прижимной винт. 5 — ручка (прижим показан в раскрытом виде)
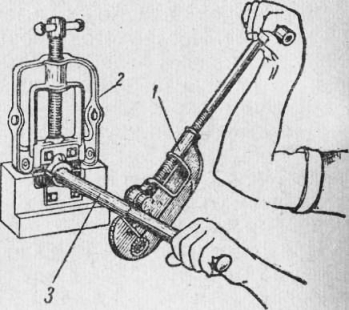
Рис. 2. Резка труборезом:
1 — труборез, 2— трубный прижим, 3 — разрезаемая труба
Тонкую полосовую сталь невозможно резать по узкой стороне, поэтому ее разрезают по широкой стороне. Делают это так.
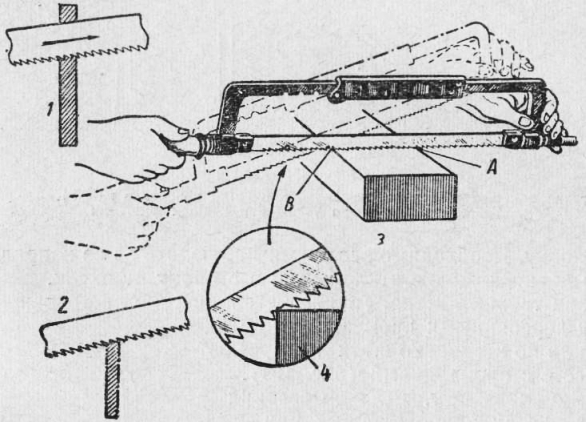
Рис. 3. Резка полосового материала:
1 — резка ножовкой по узкой стороне — толщина полосы нормальная, 2 — недостаточная толщина полосы, 3— положение ножовки при резке полосы по широкой стороне (пунктиром показано неправильное положение), 4 — вид детали и ножовочного полотна с поломанными зубьями при работе с неправильным положением ножовочного полотна
Полосу зажимают в тиски широкой стороной, трехгранным напильником делают на кромке в месте реза пропил и начинают резать, немного наклонив ножовку от себя. Наклон постепенно уменьшают так, чтобы, когда прорезаемый паз дойдет до передней кромки В полосы, наклона уже не было. При таком положении ножовки резку ведут до конца. Число движений ножовкой 30—35 в мин.; производятся эти движения с легким нажимом на полотно. При резке полосы вдоль ее длины и при глубоких пропилах, а также при резке по кривой линии рамке ножовки придают боковое положение. Для этого ножовочное полотно переставляют в боковые прорези головок рамки. При этом положении надо работать ножовкой очень осторожно, так как от перекоса рамки ножовочное полотно может сломаться. Резка металла по разметке. В этом случае резку производят точно по риске либо рядом с ней, оставляя запас (припуск) в 1 мм под обработку опиливанием. Риску проводят по обеим сторонам детали. Резка по разметке требует большого внимания. Ножовочное полотно должно быть особенно хорошего качества — с острыми зубьями, туго натянутое. При резке не следует сильно нажимать отрезка длинных заготовок (ножовочное полотно повернуто на 90°), б —резка криволинейных фигур узким ножовочным полотном на ножовку. Необходимо все время наблюдать за ее направлением, не давая ножовке отклоняться в сторону от рисок.
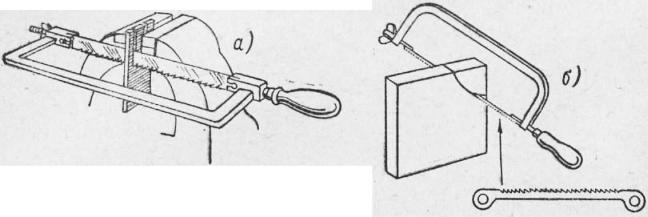
Рис. 4. Способы резки ножовкой:
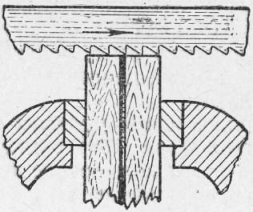
Рис. 5. Резка тонкого листового материала
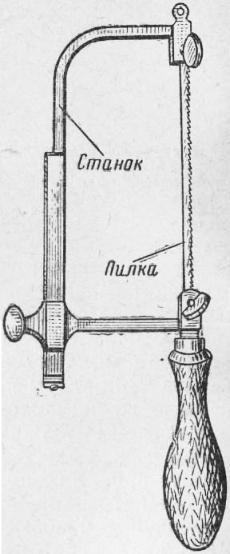
Рис. 6. Лобзик
Резка тонких листов. Тонкие металлические листы зажимают между деревянными прокладками по одному или по несколько штук и разрезают их вместе с прокладками. Резка лобзиком. Для вырезания в тонких листах криволинейных или угловых прорезей применяют так называемый лобзик, представляющий собой ножовку облегченной конструкции. Вместо ножовочного полотна в лобзик вставляется узкая тонкая пилка, у которой зубья направлены к ручке. Пилят лобзиком на себя, а если выпиливаемый лист положен горизонтально, то сверху вниз, держа лобзик за ручку снизу. При выпиливании лобзиком внутренних фигур или прорезей в местах перехода контура в углах просверливают мелкие (по ширине пилки) отверстия. Пропустив в такое отверстие пилку, закрепляют ее в рамке лобзика. Прорезание шлицев в головках винтов. Прорези в головках винтов под отвертку называются шлицами. Они могут быть различной ширины и глубины в зависимости от диаметра и высоты головки. Для прорезания шлицев в мелких винтах применяют особые ножовки с тонким полотном, изготовленным из специальной стали. В головках более крупных винтов шлицы прорезают обыкновенной ножовкой. Широкие шлицы прорезают ножовкой с двумя полотнами, скрепленными вместе.
Рис. 7. Ножовка для прорезания шлицев в винтах
Рис. 8. Углы заострения ножей ножниц;
1 — верхнего ножа, 2 — нижнего ножа
Для прорезания шлица винт зажимают в тисках между мягкими (свинцовыми, кожаными или картонными) губками, чтобы не испортить резьбу. Глубина шлица должна быть не меньше половины и не больше двух третей высоты головки винта. Реклама:Читать далее:Резка металла ножницамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|