|
|
Категория:
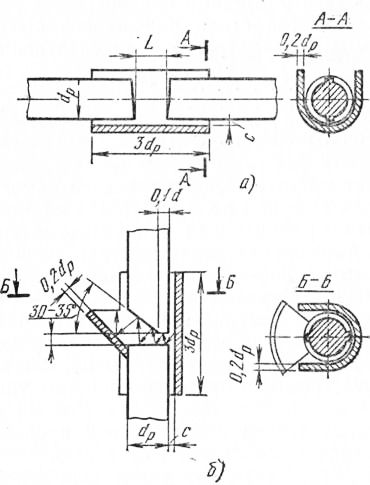
Наплавка Арматура является ответственной составной частью железобетона. Соединение стержней арматуры, как правило, выполняется контактной и дуговой сваркой. В монтажных условиях строительства распространены дуговая сварка шланговыми полуавтоматами и ручная сварка покрытыми электродами. Арматурные стержни диаметром до 20 мм соединяются с накладками. Стержни диаметром более 20 мм соединяются встык, чаще всего ванной сваркой. При ванной сварке образуется жидкая ванна металла, удерживаемая в зазоре стыка формирующей подкладкой в виде желоба (рис. 1). Существенной особенностью ванной сварки является то, что расплавление кромок стержней происходит за счет тепла жидкой ванны, а не под непосредственным воздейст вием дуги. При ванной свар-ке нижние слои ванны постепенно затвердевают, а верхние (на глубину до 15 мм) в течение всего процесса остаются в жидком состоянии. Процесс сварки ведется при повышенных токах. Для электродов диаметром 6 мм величина сварочного тока равна 450 А вместо 320 А при обычной сварке листов. При сварке арма-! туры на морозе ток увеличивают на 10%. Величина зазора между арматурными стержнями подбирается так, чтобы электрод или проволока могли свободно пройти до нижней границы стыка. Обычно зазор составляет не менее 1,5—2 диаметров электрода или сварочной проволоки. Наиболее распространенными дефектами ванной сварки являются непровар в зоне сплавления и зашлакование в нижней части в корне шва. Ванная сварка классифицируется по схеме питания дуги — однофазная и трехфазная; степени механизации — ручная и полуавтоматическая; способу защиты металла шва — полуавтоматическая самозащитной проволокой, в углекислом газе, порошковой проволокой в углекислом газе, ручная покрытыми электродами; типу формирующей подкладки — с остающейся стальной подкладкой, удаляемой медной, керамической, чугунной, графитовой. Высокое качество (прочность) стыков получается при ванной сварке с медной удаляемой подкладкой. Применяемые медные формы имеют высокую оборачиваемость: при сварке вертикальных стыков — до 100 стыков на одну форму (штампованную или механически обработанную), при сварке горизонтальных стыков — до 50—60 стыков. Вертикальная,сварка арматурных стержней выполняется с накладками, ванной и многослойной сваркой.
Рис. 1. Формирующие подкладки при сварке арматурных стержней:
а — стык горизонтальных стержней, б — стык вертикальных стержней
Многослойная сварка вертикального арматурного стыка производится на пониженном (по сравнению с ванной) токе. При этом расплавленный металл не стекает вниз, что позволяет выполнять стыковой шов слоями, без обрыва дуги. Для электродов диаметром 5—6 мм сварочный ток при многослойной сварке составляет 175—210 А (постоянный ток —обратной полярности) и 200—300 А (переменный ток). При таком режиме отпадает необходимость в формовке шва. Однако для лучшего провара в корне шва целесообразно применять временную или остающуюся подкладку. Техника ванной сварки покрытыми электродами стержней в горизонтальном положении аналогична ванной сварке шланговым полуавтоматом порошковой проволокой. При ванной сварке горизонтального стыка арматурных стержней шланговым полуавтоматом порошковой проволокой марки ПГ1-АНЗ диаметром 3 мм кромки арматурных стержней скашиваются под углом 30°. Зазор между стержнями устанавливается от 6 до 16 мм. Режим ванной сварки порошковой проволокой ПГ1-АНЗ: скорость подачи проволоки — 280 м/ч, сварочный ток 400—450 А, напряжение дуги 28—30 В. Дуга зажигается в нижней части стыка на поверхности медной формы или одного из скошенных стержней. Электродной проволоке сообщается возвратно-поступательное движение вдоль свариваемых кромок. По мере заполнения разделки наплавленным металлом процесс сварки 2—3 раза прерывается на 4—5 с. Это необходимо для того, чтобы предотвратить образование большой усадочной раковины. Заканчивается процесс сварки образованием усиления шва высотой 2—4 мм; при этом на последней стадии сварки порошковой проволоке придается движение по спирали. Дуга обрывается в центральной части сварочной ванны. Сварка вертикальных арматурных стержней отличается тем, что процесс сварки начинается на торце нижнего стержня при несколько большем вылете проволоки (60—70 мм), который постепенно сводится к нормальному, равному 25—30 мм. Полуавтоматическая ванная сварка стержней арматуры порошковой проволокой в 3—4 раза производительней ручной сварки штучными электродами; она дает значительную экономию электродного металла за счет уменьшения поперечного сечения шва. Реклама:Читать далее:Сущность сварки в инертных газахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|