|
|
Категория:
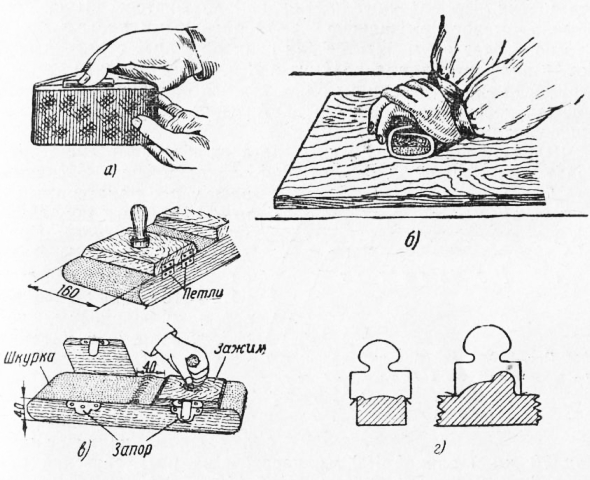
Столярные работы Лучшее выглаживание поверхности получается при шлифовании. Для ручного шлифования применяют шкурки, изготовленные на бумаге (в листах), а для шлифования на станках — шкурки на бумажной или тканевой основе (в рулонах). Во Львовском лесотехническом институте изготовлены заменители шлифовальной шкурки. В качестве элементарных микро-резцов были использованы тонкие стальные проволочки, а в качестве гибкого вяжущего материала—резина. Шлифовальные инструменты нового типа представляют собой сплошные резиновые цилиндры диаметром 320 мм и высотой 250 мм, в которых завулканизированы равномерно расположенные стальные проволочки диаметром 0,2 мм и длиной 45 мм. Расположены прово: локи строго радиально. Каждый инструмент собран из 5 секций. Секции, набранные из таких кругов, вулканизировались в специальной зигзагообразной форме. Испытания показали, что чем тверже резина и гуще расположены проволочки, тем выше стойкость инструмента. По ориентировочным расчетным данным, один такой шлифовальный инструмент может заменить около 800 м2 шлифовальной шкурки. При шлифовании сложного профиля вручную следует пользоваться шкуркой на тканевой основе, так как бумага быстро изнашивается. Поверхность сначала шлифуют крупнозернистой шкуркой и постепенно переходят к мелкозернистой. Плоские поверхности шлифуют гладкими и ровными деревянными брусками, обернутыми шкуркой , или специальными колодками с зажимами. Поверхности шлифуют сначала с угла на угол, а затем вдоль волокон. Поперек волокон шлифовать не следует, так как на поверхности образуются глубокие царапины, которые очень трудно будет зачистить. При движении вдоль волокон получается волнистая поверхность из-за различной твердости древесины в годичных слоях. Но она быстро зачищается. Поэтому только при переменных движениях шкуркой эти недостатки могут быть устранены. Во время работы шкуркой необходимо периодически счищать с нее накопившуюся древесную пыль. Так как новая шкурка острее старой, то лучше ею пользоваться в начале шлифования, когда нужно зачищать задиры и царапины, однако гладкие части следует чистить не совсем стертой шкуркой.
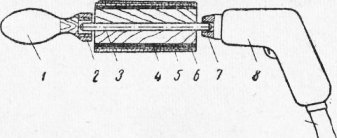
Рис. 1. Шлифовальные колодки: При шлифовании фигурных поверхностей, например карнизов, задиры и непростроганные места сначала зачищают напильником, а затем, наложив шкурку на обрезок из мягкой древесины или специальную колодку, соответствующую форме калевки, шлифуют ею карниз. В Челябинском политехническом институте лаборатория резания проводила шлифование древесины проволочными щетками. Применялись щетки из стальной и латунной проволоки толщиной от 0,05 до 0,3 мм с наружным диаметром до 250 мм и шириной рабочей поверхности 30—60 мм. Щетки, изготовленные из проволоки диаметром 0,1 мм и меньше, обеспечивают получение очень чистых полированных поверхностей с четким рисунком волокон древесины. Чистота обрабатываемой,, поверхности зависит также от режимов шлифования: окружной скорости щетки, толщины снимаемого за один проход слоя и числа проходов. При шлифовании концы проволочек, образующие рабочую поверхность щетки, являются как бы элементарными резцами, оставляющими след на обрабатываемой поверхности. При шлифовании твердых пород нужна повышенная жесткость рабочей поверхности щетки. Проволочные щетки не забиваются пылью, что обычно бывает при шлифовании абразивными инструментами. Это позволяет применять их для разнообразных отделочных работ—шлифования, полирования и т. п. Использование этого инструмента экономически выгодно, так как он увеличивает производительность шлифования и дает резкое сокращение расхода шлифующих материалов. Шлифование криволинейных деталей и узлов обычно производят также вручную при помощи колодки или деревянной планкой с наклеенными на ней войлоком и шкуркой. На Ленинградском заводе им. Егорова Н. В. Матвеев предложил механизировать этот процесс шлифования криволинейных деталей, использовав пневматическую сверлилку РС-8, в которую вмонтирован шлифовальный валик. Для этого деревянный шлифовальный валик диаметром 70 мм и длиной 100 мм насажен на металлический стержень диаметром 6—8 мм, длиной 140 мм. Один конец стержня закреплен на патроне пневматической сверлилки, а другой свободно вставлен во втулку, запрессованную в деревянную ручку. Обтянут валик сукном. Деталь крепится на верстаке с войлочными прокладками, которые предотвращают образование вмятин на ее фанерованной поверхности. Поверх сукна валик обтянут шкуркой 5 № 100—120, а затем шкуркой 6 № 60—80. Применяются шкурки на бумажной основе и крепят их временно гвоздями. Закреплять шкурки можно затяжными хомутами из пружинной стали толщиной 3 мм и шириной 10 мм. Надеваются они на концы валика поверх шкурки и затягиваются болтами М5 с гайками-барашками. Поступает воздух в пневмосверлилку по шлангу под давлением 4—5 атм, вращая валик со скоростью 1000 об/мин. Шлифуется деталь перемещением валика по ее поверхности. Сначала используется верхняя шкурка № 60—80, затем ее снимают и деталь шлифуют шкуркой № 100—120 до получения чистой поверхности. Конструкция шлифовального валика очень проста, он может быть изготовлен на любом деревообрабатывающем предприятии.
Рис. 2. Шлифовальный валик: Для шлифования древесины в США применяют стальную шкурку, которая обладает гибкостью обычной бумажной или полотняной шкурки и способна шлифовать обрабатываемую поверхность древесины, подобно цикле. Эта шкурка не засоряется и не забивается древесной пылью. Изготовляют стальную шкурку, пробивая отверстия диаметром 0,91 мм в листах стали толщиной 1 мм. На 1 см2 листовой стали пробивают 23 отверстия так, что они образуют волнообразный рисунок. На краях каждого отверстия образуется по пять отдельных заусенцев, напоминающих по виду цикли. Режущие кромки таких заусенцев настолько малы, что снимаемые ими с обрабатываемой поверхности частицы древесины нельзя отличить от обычных частиц, снимаемых абразивными зернами шкурки. Способ использования стальной шкурки такой же, как и обычной абразивной шкурки. Ручное шлифование — очень трудоемкая и длительная операция. В настоящее время на деревообрабатывающих предприятиях эту работу выполняют на механизированных аппаратах и станках. Реклама:Читать далее:Механизированное шлифование древесиныСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|