|
|
Категория:
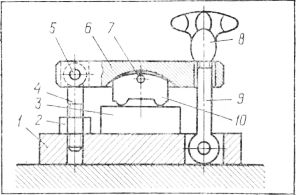
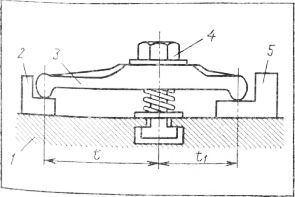
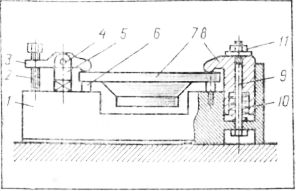
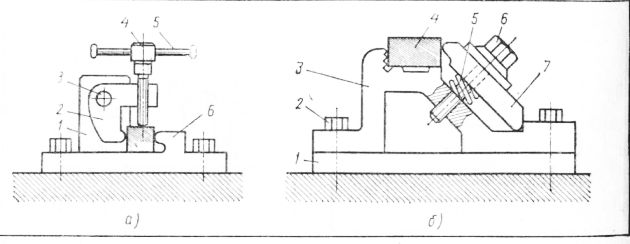
Практика слесарно-сборочных работ мВ слесарно-сборочных работах наиболее распространенными установочно-зажимными устройствами являются прихваты, работающие по принципу рычага. В единичном производстве прихваты (прижимы) различной конструкции применяют как для закрепления деталей непосредственно на столе станка, так и в качестве зажимных элементов в приспособлениях. Вследствие большого различия форм и размеров закрепляемых деталей конструктивное оформление прихватов весьма разнообразно, и поэтому лишь отдельные детали прихватов, наиболее часто применяемые в приспособлениях, стандартизованы. Рассмотрим конструкции прихватов, имеющих наибольшее распространение, их применение сокращает вспомогательное время на закрепление деталей в процессе сборочных работ. На рис. 1 приведена конструкция прихвата с ребрами жесткости, расположенными к центру продольного окна в зажимной части; опоры прихвата сферические. Для увеличения надежности крепления детали на столе станка болт с гайкой устанавливают так, чтобы размер t был больше размера и левая опора прихвата опиралась на плоскость установа, а правая на плоскость детали. Гайкой закрепляют прихват в Т-образном пазу на столе станка. На рис. 2 дана конструкция установочно-крепежного приспособления с откидной верхней плитой, шарнирно соединенной осью с болтом, закрепленным на нижней плите станка контргайкой. В центре верхней плиты имеется сферическая выемка, в которой на оси установлен прихват с насечкой. На нижнюю плиту укладывают заготовку и опускают на нее плиту с прихватом. Затем вставляют в паз плиты откидной болт с гайкой и закрепляют прихватом заготовку. Для сборки фасонных деталей узлов машин применяют специальное приспособление, состоящее из основания, на одной стороне которого установлена резьбовая стойка с прихватом, вращающимся на оси и закрепляемым болтом. На другой стороне основания имеется цилиндрическое отверстие с квадратным окном внизу, в котором установлен прихват, закрепляемый болтом со спиральной пружиной и гайкой. В центре корпуса основания имеется поперечный паз, по бокам которого в отверстия запрессованы упоры. На упоры устанавливают деталь и закрепляют прихватами.
Рис. 1. Зажим детали двусторонним прихватом
Рис. 2. Рычажно-эксцентриковый прихват для закрепления детали
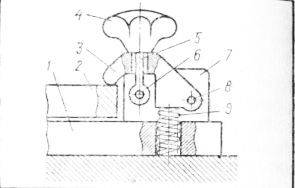
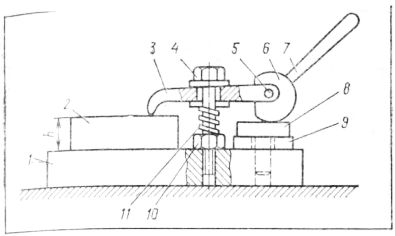
Рис. 3. Закрепление детали двумя прихватами Для крепления деталей применяют простейшее приспособление с откидывающимся прихватом. Приспособление состоит из плиты со стойкой, на которой на осях установлены винт, с гайкой и прихват. Чтобы установить деталь на плиту, нужно слегка вывернуть гайку для того, чтобы спиральная пружина, разжимаясь, подняла прихват. Затем на плиту укладывают деталь и окончательно закрепляют ее прихватом, завинчивая гайку. Можно закрепить деталь с боковой стороны Г-образным прижимом, поворачивающимся на оси стойки, закрепленной болтами на плите. Чтобы закрепить деталь на плите, достаточно повернуть на пол-оборота рукоятку винта.
Рис. 4. Закрепление детали откидывающимся прихватом
Рис. 5. Боковое крепление детали Г-образным (в) и пластиночным (б) прижимами
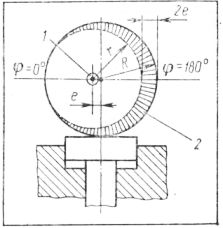
Рис. 6. Крепление детали эксцентриковым зажимом Другой способ бокового крепления детали приведен на рис. 5, б. Деталь устанавливают до упора в корпусе приспособления, закрепленного болтами на плите. На наклонной стороне приспособления закреплен болтом прихват с пружиной. Рычажно-эксцентриковые зажимы работают по принципу рычага. Рычажные устройства применяют не только непосредственно для зажима деталей, но и для равномерного распределения сил зажима одновременно в нескольких местах. Эксцентриковые зажимы по сравнению с винтовыми являются более быстродействующими и требуют значительно меньше сил. Их применяют для закрепления деталей в приспособлениях различных конструкций. На рис. 6 показан простейший способ крепления детали прихватом с болтом и рукояткой с эксцентриком, вращающимся на оси в пазу прихвата. При закреплении детали слегка заворачивают болт и контргайку с прихватом, сжимая спиральную пружину. Правой рукой опускают рукоятку с эксцентриком вниз, в это время эксцентрик нажимает на грибок со сменной шайбой. Противоположный конец прихвата (сферическая опора) опускается вниз и зажимает деталь на плите. При изменении высоты h детали ставят шайбу соответствующей толщины. Эксцентрики бывают круглые и криволинейные. Круглый эксцентрик представляет собой диск или валик с осью вращения, причем центр диска смещен относительно оси на величину е (эксцентриситет). Криволинейный эксцентрик имеет рабочий профиль, очерченный в зависимости от назначения по определенной кривой. Эксцентриковый зажим любого вида работает как клин, обладающий свойствами самоторможения. В круглом эксцентрике при смещении оси вращения на величину эксцентриситета образуется два дугообразных клина, один из них на рисунке заштрихован.
Рис. 7. Круглый эксцентриковый кулачок
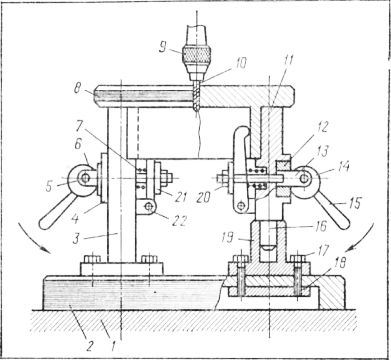
Рис. 8. Приемы закрепления детали в настольном приспособлении с эксцентриковым устройством При закреплении детали или узла в процессе слесарно-сборочных работ необходимо соблюдать следующие основные требования: Ход эксцентрика 2е зависит от допуска на закрепляемую деталь или при закреплении нескольких деталей от суммы допусков на каждую из них. Кроме того, для удобства установки деталей, имеющих наибольшие предельные размеры, между ними и крайней точкой эксцентрика при ср = 0 необходимо предусмотреть зазор. Величина зазора зависит от формы и размеров детали, и обычно ее принимают в пределах от 0,5 до 2 мм. При применении прокладок между эксцентриком и закрепляемыми деталями и отсутствии регулировки положения оси эксцентрика необходимо также учитывать допуск на толщину прокладки. Таким образом, ход эксцентрика 2е — сумма допусков на толщину закрепляемых деталей, величины зазора и допуска на прокладку и в некоторых случаях величины, учитывающей изнашивание эксцентрика. Соотношение между эксцентриситетом е и диаметром эксцентрика D можно установить, исходя из условия самоторможения, при котором эксцентрик под действием сил зажима находится в равновесии. Настольное приспособление с эксцентриковым устройством предназначено для крепления деталей при обработке отверстий, например, сверлом, закрепленным в патроне шпинделя станка. Приспособление простое по своей конструкции, удобно и надежно в работе. Одна колонка приспособления жестко закреплена болтами на плите, а вторая установлена на стойке и поворачивается в любую сторону на оси. В колонках в центре имеются горизонтальные сквозные отверстия, в которых закреплены направляющие кольца с установленными в них валиками со спиральными пружинами. Пружины упираются в прижимы (в сжатом состоянии), вращающиеся на осях и закрепленные гайками. Для закрепления детали поворачивают колонку так, чтобы деталь легла между двух стоек. Опустив (одновременно) рукоятки эксцентриков, установленных на осях, вниз, зажимают с двух сторон деталь прижимами. Затем окончательно закрепляют болтами с планками стойки. Убедившись, что деталь жестко закреплена на приспособлении, устанавливают его на стол станка и обрабатывают сверлом отверстия. По окончании обработки поднимают рукоятки эксцентриков; в это время спиральные пружины, разжимаясь, выталкивают прижимы, и деталь можно легко снять с приспособления. Если необходимо передать силы зажима более чем двум точкам, лежащим на одной прямой, зажимное эксцентриковое устройство должно иметь несколько плавающих зажимов, связанных между собой так, чтобы разноразмерность деталей компенсировалась относительным перемещением деталей зажима. Поставленная задача может быть решена применением многозвенных эксцентриковых зажимных устройств механического действия или гидравлических и электрических зажимов. Механические многозвенные эксцентриковые устройства по принципу работы и направлению сил зажима можно разделить на три основные группы: Реклама:Читать далее:Установочные элементы приспособленийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|