|
|
Категория:
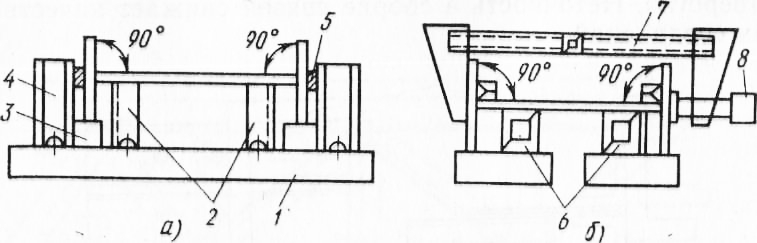
Сборка металлоконструкций Сварные двутавровые балки (стержни) входят в состав многих элементов стальных конструкций различного назначения. Поэтому на подавляющем большинстве заводов организованы специализированные участки цеха по сборке и сварке двутавровых стержней. Применяют четыре основных способа сборки сварных двутавровых балок: по разметке, в кондукторе с винтовым или пневматическим прижимным устройством, с помощью сборочной установки и на поточных линиях. Способ сборки двутавровых элементов по разметке применяют в случае, когда собирают балки из небольшого количества одинаковых элементов. Сварной стержень собирают по разметке следующими двумя способами: на плите с помощью клиньев и на направляющих с помощью скоб. Перед сборкой проверяют геометрические размеры горизонтального и вертикальных листов и их прямолинейность. На сборку нередко поступают детали с ребровой кривизной (саблевидно-стыо). Если эта кривизна не превышает 1/1000 длины и не более 5 мм, то такие листы пригодны для изготовления стержня. При большей кривизне листы подлежат правке. На горизонтальных листах с помощью шнура намечают ось балки, затем прихватывают упоры или короткие уголки малого сечения (смещенные относительно размеченной оси на половину толщины стенки). Выложив на направляющие балки вертикальный лист, устанавливают горизонтальные листы с прихваченными упорами и поджимают их к вертикальной стенке с помощью клиньев или скоб. При сборке стержня следят, чтобы отверстия в элементах стержня совпадали, или, где нет отверстий, выравнивают один торец. При этом также строго выдерживают угол 90° между этими листами с помощью распорок. Приваривают распорки с одной стороны.
Рис. 1. Сборка двутавровых элементов по разметке:
а – с помощью клиньев, б – с помощью скоб;
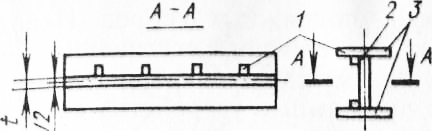
Рис. 2. Сборка двутавровой балки на плите:
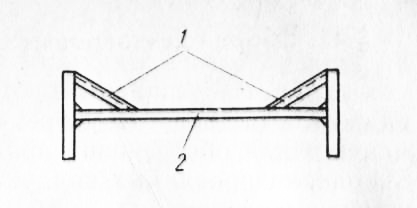
Рис. 3. Установка распорок для фиксации положения поясов:
1 — распорка, 2 — пояс
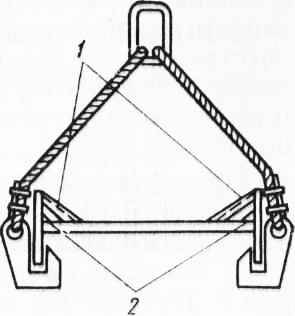
Горизонтальные-листы приваривают к вертикальной стенке ручной дуговой сваркой швами 5…6 мм участками по 60 мм через каждые 500 мм. Со сборочных стеллажей балки снимают и транспортируют цепями или канатами с крюками соответствующей грузоподъемности. Способ сборки двутавровых балок в кондукторах с винтовыми или пневматическими прижимными устройствами целесообразно применять при больших партиях одинаковых элементов, так как настройка кондуктора требует значительных затрат времени. Винтовой кондуктор для сборки сварных двутавровых балок имеет раму, сваренную из швеллеров и балок, устанавливаемых на полу цеха. В конструкцию рамы входят поперечные двутавровые прокатные балки, верхние полки которых находятся в одной горизонтальной плоскости. На этих балках смонтированы два ряда упоров: один ряд упоров расположен у края балок и закреплен неподвижно, упоры второго ряда имеют прижимные винты и могут перемещаться по раме в поперечном направлении. Упоры представляют собой сварные стойки, рабочие кромки которых простроганы под прямым углом к плоскостям опорных плит. Между упорами вертикально установлены полками внутрь два швеллера-опоры, служащие для укладки вертикальной стенки собираемого элемента, соединенных между собой диаф-рагмами-опорами. Перемещением швеллера поперек рамы можно изменять расстояние между швеллерами в зависимости от размера собираемого элемента. Вдоль кондуктора в нижней его части находятся вертикальные винты, предназначенные для поддерживания полок. Винты, размещенные вблизи неподвижных упоров, прикреплены к поперечной балке неразъемно. Винты перемещаются поперек кондуктора по уголку. Их устанавливают вблизи подвижных упоров. Неподвижные и подвижные упоры служат для плотного стягивания элемента и для обеспечения прямого угла между стенкой и полками. В модернизированных кондукторах прижимные устройства заменены пневматическими.
Рис. 4. Приспособление для транспортирования собранных балок:
До начала сборки рабочие настраивают кондуктор в соответствии с конструкцией балки, которую предстоит собирать. Настройка состоит в следующем. Подвижные упоры, освобожденные от болтов, закрепляющих их на раме кондуктора, перемещают поперек кондуктора в положение, при котором расстояние от вертикальной кромки неподвижного упора до опорной поверхности прижимных винтов было бы на 50…75 мм больше высоты стержня, и в этом положении упоры закрепляют болтами. Затем повертыванием маховичков устанавливают вертикальные винты так, чтобы расстояние верхней плоскости от полок швеллеров до опорной поверхности винтов равнялось половине ширины полки собираемого элемента, уменьшенной на половину толщины вертикальной стенки.
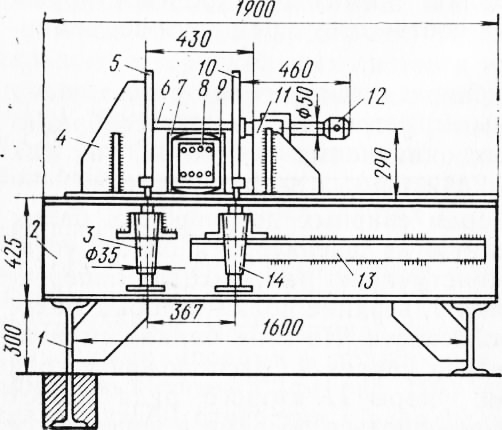
Рис. 5. Винтовой кондуктор для сборки сварных двутавровых балок:
1 — рама, 2 — поперечная балка рамы, 3, 14— винты, 4, И — неподвижный и подвижный упоры, 5, 10 — полки собираемого двутавра, 6 — стенка собираемого двутавра, 7, 8, 9 — элементы опоры под стенку собираемого двутавра, 12 — винт подвижного упора, 13 — направляющий уголок подвижного упора
Приступая непосредственно к сборке, сначала укладывают в кондуктор стенку элемента, а затем в зазоры между продольными кромками стенки и стойками кондуктора заводят полки. Винтами листы слегка прижимают к неподвижным упорам. Прежде чем окончательно стянуть сечение, совмещают торцы листов с одного конца элемента, после чего собранные листы элемента плотно сжимают винтами кондуктора. Сборщики проверяют, всей ли поверхностью прилегает вертикальная стенка элемента к полкам швеллеров и выдержан ли прямой угол между стенкой и полками. Если на горизонтальном листе есть выпуклости, то в этих местах лист прижимают к швеллерам клином.
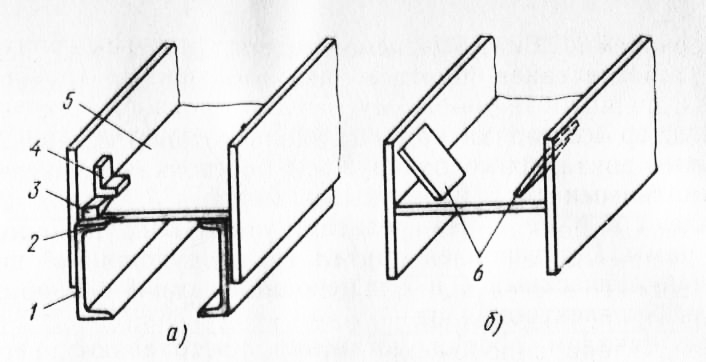
Рис. 6. Сборка балок двутаврового сечения:
а — подтяжка выпуклой части стенки балки к кондуктору; 6 фиксация торцов собираемого двутавра; 1 — швеллер сборочно го кондуктора, 2 — проектное положение стенки, 3—-клип. 4 временный уголок, 5 — стенка с выпуклостью, 6 — временные планки
Клин забивают в зазор между стенкой и приваренным к полке элемента временным уголком. Для этого может быть также использован стяжной хомут. Чтобы в процессе наложения первых односторонних сварных швов и при последующем транспортировании элемента не изменялось взаимное расположение листов, у концов элемента сборщики ставят временные планки. После того как вдоль обеих кромок стенки поставили прихватки, винты кондуктора отвинчивают, подцепляют захватами элемент и переносят его на участок сварки. При сборке двутавровых балок в кондукторе доступ для постановки прихваток есть только с одной стороны стенки, поэтому необходимо следить, чтобы прихватки были достаточно прочными При сварке автоматом в первую очередь заваривают швы на стороне, не имеющей прихваток. Сборка двутавровых элементов с помощью сборочной установки с передвижным порталом наиболее распространена на большинстве заводов благодаря большой производительности при хорошем качестве сборки. Сборочная установка состоит из кондуктора и портала. Кондуктор предназначен для укладки стенки и полок собираемой балки в проектное положение, портал обеспечивает плотное прижатие полок и стенки друг к другу.
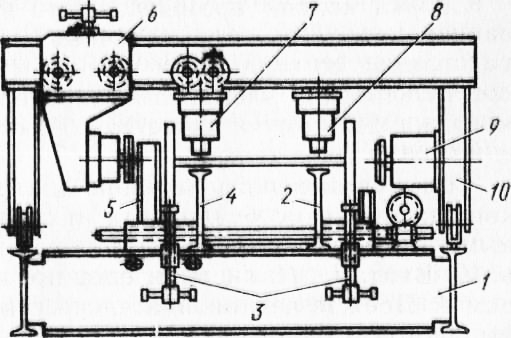
Рис. 7. Сборочная установка с передвижным порталом:
1 — рама, 2, 4 — продольные балки, 3 — регулировочные винты, 5 — стойка-фиксатор. 6, 7— передвижные пневматические прижимы, 8, 9 — неподвижные пневматические прижимы, 10 — портал
Кондуктор состоит из рамы, вдоль которой установлены две продольные двутавровые балки со стойками-фиксаторами и вертикальными регулировочными винтами. Балка жестко прикреплена к раме. На рельсах, уложенных по продольным балкам рамы, установлен портал, оборудованный передвижными пневматическими и неподвижными прижимами. Портал имеет электропривод. Перед началом сборки установку настраивают: регулируют винты, устанавливают подвижную балку и стойки-фиксаторы по размерам собираемой балки. Сборку начинают с укладки листов стенки балки в горизонтальное положение, а полок — в вертикальное. После раскладки листов выравнивают один из торцов балки. После этого портал устанавливают на конце собираемой балки, включают вертикальные прижимы и прижимают к балкам стенку собираемой балки. Затем включают горизонтальные прижимы, которые прижимают полки балок к стенке. После этого рабочий прихватывает сварными швами балку в местах сжатия ее прижимами. Закончив прихватку, выключают воздух, отводят прижимы от изделия, включают ход портала и, переместив его на 500…600 мм вдоль собираемой балки, вновь включают подачу воздуха в прижиме и повторяют операцию сборки, как описано выше. В результате последовательного повторения этих операций примерно через каждый метр по всей длине установки происходит сборка балок. Реклама:Читать далее:Сборка колонн промышленного зданияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|