|
|
Категория:
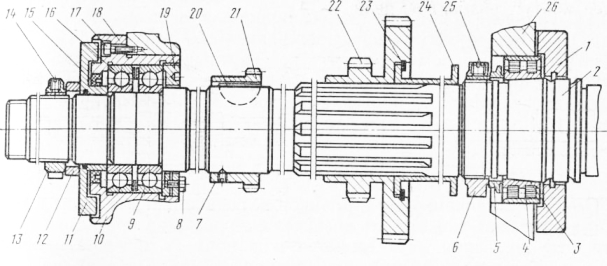
Ремонт промышленного оборудования Пример сборки сборочной единицы шпинделя К сборке шпинделя токарно-винторезного станка приступают, убедившись после соответствующих проверок, что все детали шпинделя исправны или отремонтированы. Необходимо также проверить правильность посадки зубчатых колес на шпинделе, состояние шеек шпинделя. В пазу шпинделя устанавливают шпонку. Сначала собирают заднюю опору шпинделя. Устанавливают стакан в корпус передней бабки и закрепляют винтами и монтируют радиально-упорный шарикоподшипник, который располага
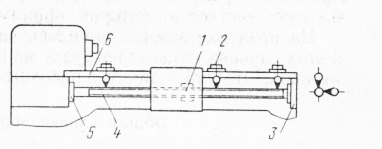
Рис. 1. Шпиндель токарно-винторезного станка ют так, чтобы наиболее тонкий торец наружного кольца его был направлен в сторону уплотнения. Затем устанавливают промежуточное кольцо и подшипник, у которого тонкий торец наружного кольца должен быть обращен в противоположную от уплотнения сторону. Подшипники закрепляют гайкой и стопорят винтом. Для удобства сборки придают шпинделю вертикальное положение и устанавливают на нем роликоподшипник и кольцо, затем навинчивают гайку до легкого соприкосновения ее с кольцом. Далее вводят шпиндель в корпус через отверстие в его передней стенке, надевают на шпиндель двухвенцовое зубчатое колесо и зубчатое колесо. После этого заводят конец шпинделя в заднюю опору и вводят переднюю опору в отверстие корпуса; при этом несколько сдвигают наружное кольцо подшипника в сторону корпуса. При установке шпинделя с помощью специальной втулки сдвигают кольцо так, чтобы оно расположилось на уровне у внутреннего кольца подшипника. Закончив установку сборочной единицы, монтируют зубчатое колесо на шпинделе и завинчивают стопор. Чтобы предотвратить возможность самоотвинчивания, вводят в канавку зубчатого колеса шлиц стопора специальное пружинное кольцо. Завершают сборку креплением фланца. Установив на конце шпинделя уплотнение, кольца, навинчивают ключом гайку, пока шпиндель не станет на свое место, что определяют по усилию затяжки и по вращению шпинделя. Сначала наблюдается осевое перемещение шпинделя при его равномерном вращении, в дальнейшем осевое перемещение шпинделя прекращается и его вращение становится тугим. После этого приступают к регулировке опор шпинделя, которую начинают с задней опоры. Несколько отвинтив гайку, проворачивают шпиндель, для того чтобы внутренние кольца шарикоподшипников заняли нормальное положение (шпиндель тогда начинает легко вращаться), потом завинчивают стопорный винт. Переднюю опору регулируют завинчиванием гайки. При этом внутреннее кольцо подшипника начинает надвигаться на коническую шейку шпинделя и все больше расширяется (увеличивается по диаметру), благодаря чему уменьшается радиальный зазор. Гайку в нельзя затягивать слишком сильно, так как внутреннее кольцо может раздаться настолько, что произойдет защемление роликов. Регулировку выполняют осторожно, проверяя легкость вращения шпинделя динамометром. Предварительный натяг в подшипниках Особенность шариковых и роликовых подшипников состоит в том, что их жесткость может быть значительно повышена при помощи особого регулирования. Это свойство подшипников качения является ценным, особенно в точных механизмах металлорежущих станков. Это особое регулирование принято называть «предварительным натягом». Сущность предварительного натяга заключается в том, что подшипник получает тем или иным способом предварительную нагрузку, которая не только уничтожает зазоры в подшипнике, но и вызывает некоторую упругую деформацию рабочих поверхностей. Практика применения осевого предварительного натяга в подшипниках, когда в парном комплекте радиальных или радиально-упорных подшипников создается взаимно расклинивающее их осевое усилие, повышает точность вращения и жесткость подшипников. Предварительный натяг комплекта подшипников в каждой из опор шпинделя осуществляется осевым смещением одного из колец (наружного или внутреннего) относительно другого при помощи регулировочной гайки или крышки, установкой колец или втулок разной ширины между парой скомплектованных подшипников или при помощи пружин (быстроходные подшипники внутришлифовальных шпинделей). В роликоподшиниках типа 3182100 предварительный натяг осуществляется деформацией (расширением) внутренних колец при на-прессовке на конический участок вала, например в специальных шпиндельных механизмах. Установлено, что наиболее точные показатели при измерениях зазоров и жесткости получают нагружением шпинделя в двух противоположных направлениях, например в радиальном, а также в осевом. Для испытания применяют гидродинамометр, который закрепляют на шпинделе через переходник при помощи шомпола, а вилку закрепляют в резцедержателе, тисках или прижимами. Величины отжатий и перемещений измеряют индикаторами (с ценой деления мкм), установленными на неподвижной части станка, предпочтительно на корпусе бабки шпинделя. Измерительные штифты индикаторов подводят к выступающим частям шпинделя, располагая их в горизонтальном положении, в осевом и радиальном направлениях.
Рис. 2. Схема проверки осевых отклонений (а), радиальных отклонений и жесткости (б) шпиндельных сборочных единиц Замеры радиальных зазоров и жесткости производят двумя индикаторами, по которым одновременно определяют зазоры и упругие отжатия в передней опоре шпинделя и в заднем подшипнике Для проверки приспособление закрепляют на шпинделе и поочередно его нагружают в радиальном и осевом направлениях. Некоторые нормы нагружения и допуски (в кгс/мкм) на сумма; ную жесткость шпиндельных механизмов на подшипниках качения при скорости вращения до 3000 об/мин приведены ниже (разработано авторами). Величину нагружения шпинделя при проверке сборочной единицы на жесткость устанавливают на основании результатов измерений жесткости однотипных механизмов нормально работающих станков. При этом определяют сборочную единицу шпинделя, имеющую наивысшую жесткость, которая принимается за эталон. На практике зазоры шпинделя часто проверяют без динамометра. В этих случаях создают нагрузку на шпиндель от руки или с помощью ломиков, что приводит к ошибочным выводам. Общая сборка машин (станков) Процесс общей сборки машины из сборочных единиц и механизмов является завершающим этапом процесса ремонта и осуществляется, как правило, монтажом сборочных единиц на станке. Общую сборку токарного станка целесообразно начать с установки каретки суппорта на восстановленные направляющие станины, выверенной по уровню. Установив каретку, прикрепляют к ней прижимные планки и добиваются плавного перемещения каретки по направляющим. Когда это достигнуто, параллельно монтируют и выверяют переднюю бабку, коробку подач, фартук, ходовой винт и валики. Параллельное ведение ремонта и сборки нескольких сборочных единиц станка группой слесарей — метод наиболее рациональный и прогрессивный, обеспечивающий значительное сокращение времени простоя станка в ремонте. Переднюю бабку нужно установить на станине так, чтобы ось шпинделя была Параллельна направляющим станины. Для этого в шпиндель вставляют оправку ив суппорте закрепляют индикатор. Подведя измерительный стержень индикатора к образующей оправки, начинают перемещать суппорт вдоль направляющих станины и наблюдают за отклонениями стрелки индикатора. Проверка производится в вертикальной и горизонтальной плоскостях. Если в вертикальной плоскости отклонение превышает 0,03 мм на длине 300 мм (допускается только отклонение свободного конца оправки вверх), а в горизонтальной плоскости превышает 0,015 мм, то это указывает на необходимость дополнительного шабрения поверхностей передней бабки, сопрягающихся со станиной.
Рис. 3. Проверка отклонений от параллельности оси шпинделя направляющим станины Нанеся на направляющие станины тонкий слой краски, перемещают по ним переднюю бабку, чтобы получить отпечатки на ее опорной поверхности. По этим отпечаткам и ведут шабрение, сообразуясь с величиной отклонений, показанных индикатором. Например, при проверке индикатором конец оправки отклонялся вниз, отпечатки же краски на опорной поверхности передней бабки распределены равномерно. В этом случае снимают металл по тем отпечаткам, которые расположены ближе к задней части бабки. Шабрением необходимо обеспечить отличную пригонку направляющих передней бабки к станине, иначе после закрепления бабки на станине винтами могут возникнуть напряжения, которые нарушают параллельность оси шпинделя направляющим. При сборке токарного станка (по мере выхода из ремонта отдельных его сборочных единиц) необходимо выверять положение коробки подач, фартука, кронштейна, поддерживающего ходовой винт и ходовой вал, добиваясь, чтобы оси отверстий, через которые проходит ходовой винт, строго совпадали, а также совпадали оси отверстий через которые проходит ходовой вал. Допустимое отклонение 0,07—0,1 мм. Выверку выполняют после того, как все перечисленные сборочные единицы, в том числе и каретка, установлены в указанной последовательности и закреплены. Параллельность проверяют индикатором в трех точках: у замкнутой разъемной гайки в фартуке и у обоих подшипников ходового винта Если отклонение от параллельности между осями подшипников и направляющими станины превышает 0,1 мм, а несовпадение оси гайки с осями подшипников превышает 0,15 мм, необходимо выправить положение осей. Погрешности устраняют одним из следующих способов: После установки и выверки рассмотренных сборочных единиц продолжают сборку станка. В его левой тумбе устанавливают главный электродвигатель и регулируют ременную передачу. Монтируют электродвигатель быстрых перемещений суппорта. Наливают в резервуары коробки скоростей, коробки подач и фартука машинное масло.
Рис. 4. Схема проверки отклонений от совпадения осей винта и разъемной гайки и отклонений от параллельности винта направляющим Устанавливают арматуру охлаждения, предохранительные кожухи и щитки. Электромонтеры восстанавливают электропроводку. Выполнив все перечисленные работы, включают станок и производят его предварительную обкатку. Реклама:Читать далее:Обкатка и испытание после ремонтаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|