|
|
Категория:
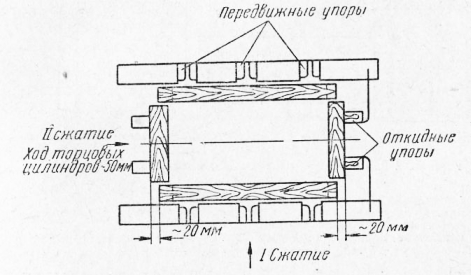
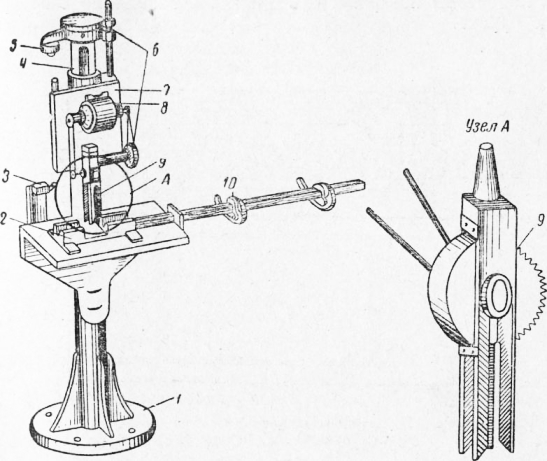
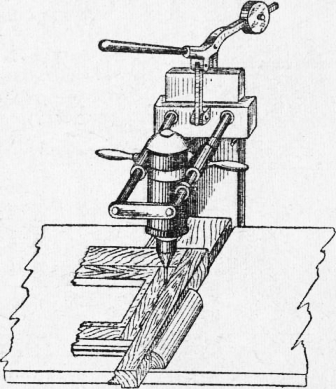
Столярные работы Далее: Остекление переплетов После окончания всех процессов обработки детали проверяются отделом технического контроля и поступают на промежуточный склад или непосредственно в сборочный цех. Процесс сборки оконных блоков состоит из сборки коробки, сборки фрамуги и оконных створок, вгонки оконных переплетов в коробку с навеской на петли и прирезкой приборов. На небольших предприятиях предварительная сборка коробок, фрамуг, створок, производится на рабочем месте на специальном столе. Перед предварительной сборкой подбирают и подгоняют бруски, подлежащие сборке; подбор брусков сопровождается тщательной пригонкой углов и проверкой плотности сопряжений. На крупных предприятиях предварительная сборка не производится. Коробки собирают на ручных, механических или гидравлических сборочных станках-ваймах. Механизм для установки упоров по размеру собираемой коробки регулируют двумя маховичками. На нижнем рычаге ваймы имеется педаль в виде фигурной скобы. Нажатием педали коробка сжимается по ширине между упорами передней и задней траверс. Освобождается коробка поднятием педали в верхнее положение. В вайму коробка обычно поступает предварительно собранной (наживленной). Можно в вайме собирать коробку и без предварительной сборки, если все детали точно обработаны, взаимозаменяемы и не имеют дефектов. Без предварительной сборки в вайму укладывают бруски коробки и нажимом педали обжимают бруски, плотно подгоняя их с боков молотком. После сборки коробку выверяют угольниками или шаблонами. При применении четырехсторонней ваймы вызерка коробки угольником или шаблоном не требуется, так как прямоугольность коробки обеспечивается устройством ваймы. Наиболее удобны для сборки оконных и дверных коробок гидравлические ваймы ВГК. Схема раскладки брусков в гидравлической вайме ВГК показана на рис. 1. В углах собранных коробок просверливают отверстия для нагелей, которые ставят на клею, затем срезают и зачищают концы их заподлицо с поверхностью коробки. Отверстия сверлят с помощью гибкого вала, расположенного на поворачивающемся кронштейне. Гибкий вал состоит из сердечника, собственно гибкого вала, свитого из тонких стальных проволок, гибкой оболочки, являющейся броней. Приводится он в действие электродвигателем мощностью 0,25—0,5 кет. Верхний конец гибкого вала присоединяется к валу электродвигателя, а нижний конец—к наконечнику, в который вставляют сверло. При сборке широких коробок нагели следует ставить с двух сторон. После установки нагелей с одной стороны нажимом на педаль упоры ваймы разжимают, и коробка переворачивается для установки нагелей с другой стороны. Бруски или доски коробки строгают с трех сторон; четвертая сторона может быть иестроганой. В каменных наружных стенах четвертая сторона должна быть антисептирована и изолирована от стены слоем толя. Сборка переплетов начинается со сборки внутренних брусков, средников, горбыльков. Несовпадения уровней горизонтальности обвязок или горбыльков в одном переплете не должны превышать 2 мм.
Рис. 1. Схема раскладки брусков в вайме ВГК После предварительной сборки шипы и проушины намазывают клеем на клеенамазочном станке. Станок для намазывания клеем шипов и проушин состоит из металлической сварной станины, на которой укреплен вал, вращающийся в подшипниках. На концах вала насажены два набора металлических дисков диаметром 300 мм, предназначенных для намазывания шипов и проушин клеем. Под дисками находятся ванны с заранее приготовленным клеем. Диски, опущенные нижней частью в ванну, вращаясь, набирают клей и намазывают вставленные между ними шипы и проушины. Приводится в действие станок от электродвигателя через ременную и зубчатую передачи и промежуточный вал. Расстояние между дисками регулируется специальными прокладочными кольцами. Затем начинается сборка деталей изделия. Собранное изделие подают на гидравлическую или механическую вайму для окончательного обжатия. Вайма сжимает изделие с четырех сторон и придает ему правильную геометрическую форму. Промежуточные упоры дают возможность сжимать мелкоразмерные элементы.
Рис. 2. Схема станка для намазывания клеем шипов и проушин:
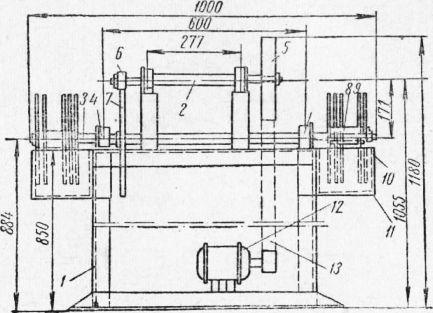
Рис. 3. Механическая вайма От начала сборки до окончательного обжатия должно пройти не более 5—10 мин., иначе схватывание клея произойдет раньше, чем изделие будет обжато в вайме и тогда шов получится непрочным. Сначала подгоняют фрамугу наружного переплета. Так как фрамугу изготовляют с небольшим припуском, то кромки ее вручную прострагивают и профуговывают так, чтобы она плотно входила в четверть коробки. Вгонка в коробки оконных створок и фрамуг, собранных на клею, является одной из самых трудоемких и в малой степени механизированных работ.
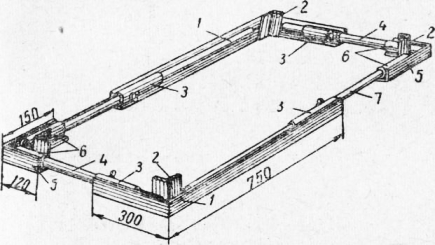
Рис. 4. Раздвижной шаблон для обрезки элементов оконных переплетов: Для ускорения и облегчения этих работ применяют различные шаблоны, которые имеют постоянные размеры, соответствующие одной партии створок и фрамуг. Поэтому для каждой новой партии створок и фрамуг необходимо заготовлять новый шаблон. Изготовление большого количества шаблонов разных размеров создает большие затруднения для их хранения и требует затраты средств и труда. Столяр-новатор Е. Г. Корчашкин сконструировал раздвижной шаблон, дающий возможность обрезать элементы оконных переплетов без предварительной разметки. Для этого, настроив шаблон по размеру обрабатываемой партии створок или фрамуг, накладывают па него собранный на клею элемент и по мере продвижения шаблона по столу станка вдоль направляющей линейки пильный диск обрезает створку или фрамугу по наружному контуру. Фрамугу привертывают к коробке шурупами, для чего в сто-емных брусках фрамуги высверливают под углом 45° ее плоскости отверстия для шурупов. После этого подгоняют створки, обращая внимание на правильную их фальцовку. Для прифальцовки кромок оконных переплетов служит переносный электрорубанок. Прорезь в опорной панели рубанка расширена на 30 мм (по 15 мм с каждой стороны барабана), причем вырез этот сделан не на всю ширину панели, а на 45 мм с левой стороны рубанка. Таким образом, между окружностью ножевого вала и краями опорной панели образуется зазор шириной 15 мм, позволяющий выпустить суженный до 43 мм нож рубанка для отборки фальцев дополнительно на 5 мм.
Рис. 5. Выборка фальца электрорубанком: К рабочей поверхности опорной панели прикреплены две деревянные планки. С левой стороны рубанка перпендикулярно к плоскости опорной панели прикреплены две металлические планки, являющиеся направляющими для рубанка при продвижении его вдоль обрабатываемой створки. В створках должны быть предусмотрены зазоры (щели) по 2 мм с каждой стороны на случай изменения размеров створок при окраске их и возможном частичном разбухании. На предприятиях, где качество деталей, выходящих из заготовительных цехов, очень высокое и соблюдены размеры по допускам и посадкам, окончательная сборка изделия производится сразу без предварительной сборки. Если собираемые переплеты имеют перекрестное сопряжение горбыльков, необходимо делать выборку соответствующих гнезд-Для этой цели пользуются станком с механической стамеской. Станок с механической стамеской для выборки гнезд состоит из станины с основанием и подвижной площадки. На площадке установлен электродвигатель и механическая стамеска. От этого же электродвигателя через специальную передачу приводится во вращение винт, находящийся внутри станка. Этот винт перемещает площадку. Горбылек укладывают в направляющую и продвигают до соприкосновения с упором-фиксатором делительной линейки. Нажав кнопку магнитного пускателя, включают электродвигатель, который одновременно приводит во вращение пилочки и винт, опуская стамеску; резцы стамески подрезают скосы, а пилочки выбирают прямоугольную часть гнезда. После окончания операции площадка, достигнув конечного переключателя, отходит в исходное положение и останавливается под действием Другого конечного переключателя. Если же переплеты имеют большое количество стекол, то несколько упоров-фиксаторов, установленных на определенном расстоянии друг от друга, дают возможность произвести несколько вырезов в горбыльках.
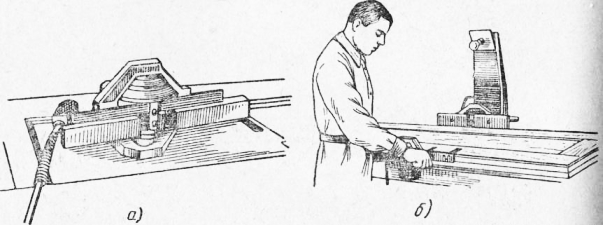
Рис. 6. Станок для крестовых сопряжений оконных горбыльков: После подгонки створок устанавливают приборы — петли, Шпингалеты. Для разметки гнезд под петли пользуются шаблоном Павлихина. Шаблон представляет собой рейку с упором, на которой установлены две скобы с заточенными фасками. Размеры скоб соответствуют размерам петель. Шаблоны» устанавливают на брусок створки по упору и легким ударом киянки по скобе прорезают очертания петель на бруске. Так же размечают петли и на коробке. По этой разметке прирезают петли точно по их контуру (без зазоров) и на глубину, равную толщине карты, так, чтобы поверхность петли была заподлицо с поверхностью бруска.
Рис. 7. Шаблон Павлихина для разметки гнезд под оконные и дверные петли Надо следить за тем, чтобы не заглубить долото или стамеску больше, чем нужно, и получить гнездо одинаковой глубины по всему его контуру. Для облегчения этой работы новатору производства переделали обыкновенную стамеску, оттянув у лезвия ее небольшой упор. Этот упор позволяет заглубить лезвие только на заданную глубину гнезда. Фигурная стамеска имеет три режущие кромки, по размерам петли. Чтобы надрез не был слишком глубоким, к стамеске приспособлен ограничитель. Такой стамеской места под петли надрезают в два приема: одним упором надрубают место для петли, а вторым подрезают древесину. Все же такой способ является еще трудоемким. На ряде деревообрабатывающих предприятий применяются шурупозавертывающие автоматы. На многих деревообрабатывающих предприятиях Москвы, Киева и других городов гнезда для вколотных петель выбираются дисковыми пилами и полупетли загоняют в гнезда ударами молотка. При этом углы полупетель врезают в древесину п этим обеспечивают их плотную посадку в гнезда. А так как шурупы работают на срез, а не на выдергивание, то при креплении петель их можно забивать молотком. Такой способ обеспечивает точную и быструю врезку петель и надежное их закрепление. Одновременно на специальном станке в створках и коробках пропиливают по два гнезда. Состоит такой станок (рис. 469, а) из деревянной или металлической станины, на столе которой установлены на рычагах подачи два электродвигателя мощностью 1 кет с дисковыми продольными пилами диаметром 140—180 мм с профилем зуба для продольной распиловки. В зависимости от размеров обрабатываемого изделия один из них можно отодвигать от другого и закреплять в .нужном положении зажимным винтом. Подъем и опускание электродвигателей с пилами производится педалью, соединенной посредством тяг с рычагами подачи двигателей. Для фиксирования положения обрабатываемого изделия на столе станка под дисковыми пилами установлена упорная доска (угольник) с двумя пружинными упорами. Глубина пропиливаемых гнезд регулируется упорными болтами. Обрабатываемое изделие укладывают на стол и прижимают продольной кромкой к угольнику, а торцовой стороной к упору. Затем включают электродвигатели, нажимом на педаль опускают пилы и выбирают гнезда. После освобождения педали электродвигатели с пилами возвращаются в прежнее положение, а изделие снимают со стола.
Рис. 8. Стамеска для выборки гнезд под петли оконных и дверных приборов
Рис. 9. Станки для выборки гнезд под петли: При работе на станке на угольники укладывают под углом 15° к вертикали зимнюю и летнюю створки, включают электродвигатели и нажимом на педаль опускают их вниз. Пилами первых двух электродвигателей выбирают в летней и зимней створках гнезда под углом 15° под петли для навески летней створки на зимнюю. Одновременно пилы двух других электродвигателей выбирают гнезда в зимней створке для навески ее на коробку. Такой способ навески столярных изделий на петли в несколько раз снижает затраты труда. Для выборки пазов под планки стяжного винта в спаренных переплетах применяется станок, состоящий из сварной станины, изготовленной из угловой стали. На станине имеется вертикальная рама, на которой установлен электродвигатель. Ременной передачей от электродвигателя передается вращение четырем шпинделям, на концах которых укреплены патроны. В кулачковых патронах закреплены спиральные сверла, которыми выбирается паз. Длина выбираемого паза зависит от величины колебательного движения шпинделя и сверла. Регулируют величину колебательного движения шпинделя эксцентриком. В зависимости от расстояний между осями планок стяжных винтов шпиндели могут перемещаться в ту или другую сторону, что обеспечивает быструю настройку станка. На станине имеется стол, на котором установлены регулируемые фиксаторы для точного расположения створок, и зажимной механизм, состоящий из ручек и прижимов. При работе на станке поворотом рукоятки устанавливают стол в исходное положение так, чтобы закрепленные в шпинделях сверла были ниже верхней плоскости стола и не касались уложенной на нем створки. Затем устанавливают фиксаторы п укладывают створку. Фиксаторы должны вплотную подходить к внутренним углам створки, а оси выбираемых пазов — располагаться точно против осей сверл. Установленный с левой стороны станка электродвигатель 5 приводит во вращение шкив, в который вмонтирован эксцентрик. Эксцентрик соединительной тягой связан со щекой шпинделя, а ход эксцентрика определяет величину выбираемого паза. Электродвигатель приводит в движение шпиндели, а электродвигатель 5 — эксцентрики. Сверла через соответствующие пазы в столе выбирают в летней створке пазы, равные по ширине диаметру сверла, а по длине — ходу эксцентрика. Укрепленные в патронах шпинделя сверла должны выступать на высоту, обеспечивающую выборку паза глубиной, равной толщине планки стяжного винта. Навеску форточек на петли и постановку форточной завертки производят на столе, оснащенном специальным приспособлением для вырезки гнезд под петли и электродрелью с отверткой. Приспособление работает так же, как и станок для врезки дверных петель, вырезая гнезда одновременно в форточке и створке при помощи пазового сверла. Электродрель завертывает шурупы для навески петель.
Рис. 10. Станок для выборки пазов под планки стяжного винта: При прирезке петель шарниры их должны быть плотно прижаты к кромкам бруска. Для завертывания шурупов предварительно просверливают отверстия на 1/3 их длины. После завертывания шурупов петли должны быть плотно прижаты к бруску, а головки шурупов правильно и плотно лежать в раззенко-ванных гнездах петли. На деревообрабатывающем комбинате № 3 Главмоспром-стройматериалов рационализаторы сконструировали четырех-шпиндельный сверлильный станок-полуавтомат для выборки гнезд под замки и ручки в спаренных оконных переплетах. На станине сварной конструкций установлен стол для размещения оконных створок соответствующих размеров. На столе для – закрепления створок имеется специальный упор и эксцентриковый прижим. Под столом помещены две электродрели И-38Б для автоматического сверления отверстий под ручки замков. Стол станка производит автоматическое продольно-реверсивное перемещение в зависимости от длины врезаемого замка. На специальной площадке установлены электродвигатели со сверлами. Площадка вместе с электродвигателем перемещается механически в поперечном направлении. Привод площадки с электродвигателями и продольно-реверсивное перемещение стола производится от отдельно стоящего электродвигателя мощностью в 2 кет, через редуктор, червячный винт с гайкой и кривошипно-шатунный механизм. После установки на столе станка оконной створки и укрепления ее эксцентриковым упором включают станок. Вся дальнейшая обработка происходит автоматически. От электродвигателя стол станка получает продольно-реверсивное движение, а площадка с двумя включенными электросверлами, перемещаясь по направлению к столу, производит высверливание пазов под замки. После высверливания паза заранее заданной глубины площадка перемещается в исходное положение, а сверла выключаются и одновременно стол станка останавливается. После этого автоматически включаются электродрели, которые по двум в направляющим механически подаются в вертикальном направлении и сверлят отверстия для ручек оконного замка. Затем электродрели возвращаются в исходное положение, а станок полностью выключается. Один рабочий обслуживает одновременно два таких станка-полуавтомата.
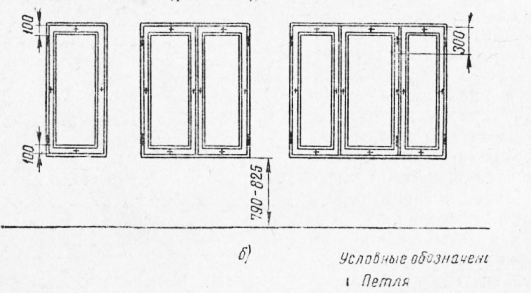
Рис. 11. Приспособление для врезки гнезд под форточные петли После навешивания петель пригоняют шпингалеты, ручки и ветровые крючки (к наружным створкам), а окончательно устанавливают приборы только после окраски переплетов и коробки.
Рис. 12. Примерные места врезки и установки оконных приборов:
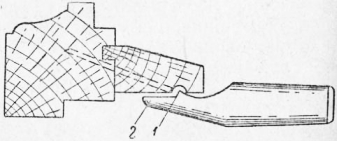
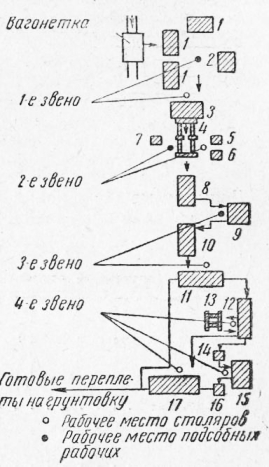
Рис. 13. Наставка для крепления отливов: Для крепления отливного бруска пользуются металлической наставкой-забойником. Сначала забивают гвоздь через капельную канавку, но не полностью, располагая его под углом 25—30°, затем наставку опирают выступом на шляпку гвоздя и ударами молотка по торцу забивают его до отказа. Наставка при этом получает соответствующее направление благодаря язычку, скользящему по нижней пласти отливного бруска. Такое крепление дает большую прочность, предупреждает раскалывание кромки и механические повреждения отлива в месте забивки гвоздя. Обычно сборка столярных изделий из заранее заготовленных деталей состоит из двух последовательных этапов — предварительной сборки «насухо» и сборки «на клею». Поточный способ сборки исключает необходимость сборки «насухо»,но предусматривает предварительный тщательный отбор всех деталей машинной заготовки и проверку соответствия их техническим условиям. Поточная сборка изделий состоит из трех последовательно выполняемых основных операций — сборки «на клею», скрепления нагелями и зачистки. Производится вся работа в сборочном цехе специализированной бригадой в 6—9 человек, где каждый рабочий выполняет не-сложную повторяющуюся операцию. Расстановка оборудования и организация рабочих мест по потоку сборки показаны на рис. 474. При изготовлении оконных переплетов с форточками в поток добавляется для пригонки форточек четвертое звено, состоящее из двух столяров. Детали для сборки переплетов подвозят из заготовительного цеха на вагонетках, автопогрузчиках, электрокарах и раскладывают группами на столах сборочного цеха, откуда их передают на сборку. Перед сборкой столяр выверяет диагонали переплета при помощи шаблона и исправляет перекосы, если они имеются. Для выверки шаблон накладывают на переплет по диагонали (неравные диагонали одного и того же переплета указывают на имеющийся перекос).
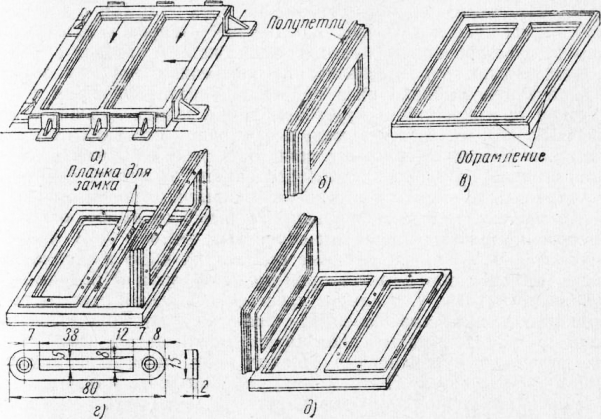
Рис. 14. Схемы поточной сборки оконных переплетов: После зажима переплета столяр сверлит в нем электродрелью отверстия для нагелей, а подсобный рабочий смазывает нагели клеем, забивает их и обрезает концы ножовкой или стамеской. Выступающие излишки шипов после просушки клея срезают и места эти зачищают. Влажность древесины в готовых изделиях должна быть: для деталей оконных переплетов, фрамуг, подоконных досок 12%; для коробок наружных окон 18%; для шкантов и нагелей 7%. Сборку оконных створок одинаковой толщины производят в гидравлической вайме. Собирают зимнюю и летнюю створки в отдельности. Последовательность операций сборки такая: ставят угольники, навешивают створки, затем ставят планки для стяжных винтов, стяжные винты, раскладки, отлив и замок. Сборка коробок для окон состоит из вязки со створками одинаковой толщины вертикальных и горизонтальных брусков, импоста и обрамления. Обрамление устанавливается по периметру коробки и оно предохраняет коробку от промерзания при низкой температуре воздуха. Все элементы коробки делаются из пиломатериалов толщиной 44 мм, а после строгания их толщина равна 34 мм, но так как бруски коробок должны иметь толщину 65—68 мм, то их приходится склеивать из двух брусков. Склеивать бруски можно на гладкую фугу или в паз и гребень до профильного строгания и после строгания. Соединение в паз и гребень дает наиболее правильную склейку. Склеивают бруски водостойкими клеями. Перед запрессовкой детали, намазанные клеем, выдерживают 5—8 мин. для пропитки. Импост также склеивают. После соответствующей выдержки в горизонтальных брусках коробки зарезают проушины, а в вертикальных — шипы.
Рис. 15. Шаблон для выверки углов Собирают оконную коробку в гидравлической вайме. При сборке необходимо следить, чтобы с угла на угол не было перекосов, чтобы бруски коробок в местах соединений не имели провесов, а в угловых сопряжениях — зазоров. В углах и местах соединения импоста с горизонтальными брусками устанавливают нагели на клею.
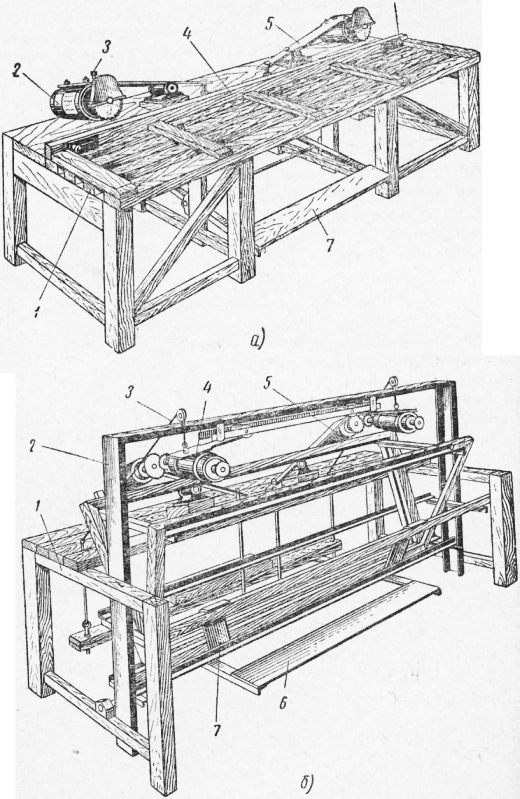
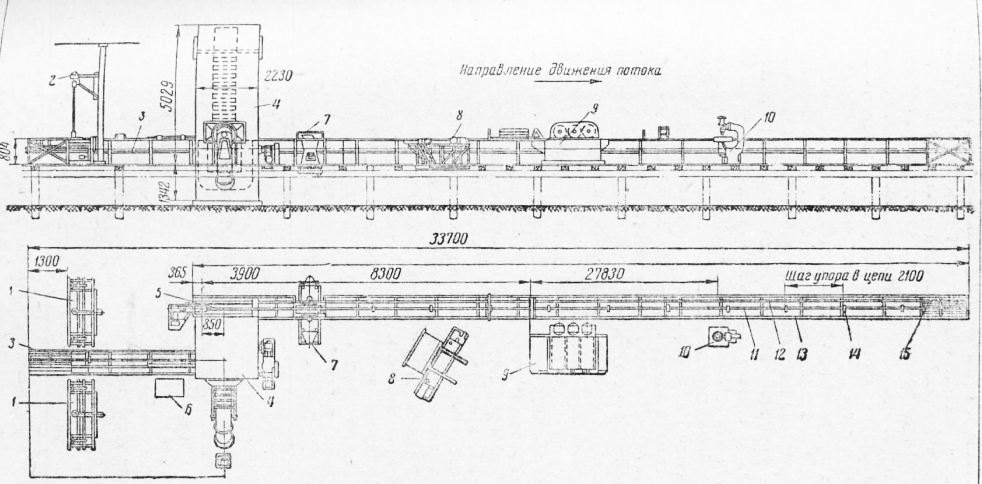
Рис. 16. Последовательность сборки коробки и навески створок со спаренными переплетами одинаковой толщины: Сборка оконного блока состоит из пригонки створок к коробке и их навески. Перед навеской створок в вертикальные бруски или в импост ставят планки для замка. При навеске створки на вертикальный брусок коробки планка ставится на импост, а при навеске створки на импост планка ставится на вертикальный брусок коробки. Последовательность операций по сборке коробок и навеске створок в них показана на рис. 16. Конвейерная линия сборки и обработки оконных переплетов. Конвейер, предложенный ЦНИИМОД и входящий в эту линию, является распределительным, так как обработка деталей происходит на рабочих местах, расположенных рядом с ним. Детали для обработки по мере надобности снимают с конвейера и по окончании обработки вновь укладывают на него. Когда обрабатывают детали, конвейер неподвижен, а после обработки он передвигает детали от одной операции к другой с тактом в 40 сек. На конвейерной линии по сборке и обработке оконных переплетов выполняются следующие операции: окончательная сборка оконных створок на клею в вайме с установкой нагелей; сушка клеевых соединений створок в сушильной камере; фрезерование долевых кромок оконной створки с фальцовкой для притвора и опиливание поперечных брусков в размер, а также выборка паза под отлив; снятие провесов с зачисткой поверхностей на техбарабанном шлифовальном станке; выборка гнезд под форточку в форточных створках на копи-ровально-фрезерном станке с зачисткой углов вручную стамеской; вгонка форточек с постановкой отлива на летней форточке и установка притворных штапиков; покрытие створок олифой. Конвейерная сборка начинается с того, что детали оконных створок комплектно подают к сборочным ваймам. В ваймах окончательно собирают оконные створки на клею и устанавливают нагели. Собранные створки транспортером 3 подаются к сушильной камере 4. В камере клеевые соединения створок подсушиваются для. дальнейшей их обработки. Для этой цели в сушильной камере имеется вертикальный транспортер, состоящий из двух валов — верхнего и нижнего,— на которые насажены две пары звездочек. При помощи этих звездочек приводятся в движение втулочно-роликовые пластинчатые цепи с закрепленными на них П-образными рамками, на которые укладывают створки. При движении транспортера цепи с рамками и находящимися на них створками по восходящей ветви поднимаются вверх. В верхней части транспортера створки переваливаются па другую сторону и опускаются по нисходящей ветви транспортера вниз. Из сушильной камеры створка, дойдя по нисходящей ветви до уровня горизонтального цепного транспортера, автоматически выталкивается находящимся в правой части сушильной камеры толкателем, работающим синхронно с вертикальным транспортером. Движется вертикальный транспортер со скоростью, обеспечивающей полную просушку клеевых соединений. При средней температуре в камере около 70 °С продолжительность сушки составляет около 40 мин. От сушильной камеры створки транспортером передаются двухшпиндельному фрезерному станку, на котором строгают две долевые кромки. После фрезерования створка направляется транспортером к опиловочному станку. Рабочий, обслуживающий опиловочный станок, снимает створку с транспортера и опиливает ее по длине в размер, а также выбирает паз в летних створках для устройства отлива. Затем створку укладывают на транспортер и подают к трехбарабанному шлифовальному станку для снятия провесов и зачистки пластей. После этой операции створку снова укладывают на транспортер и подают к копировально-фрезерному станку, где выбирают четверти под форточку. Тут же стамеской зачищают углы. Затем створка подается тем же транспортером на рабочие места, где производится вгонка форточки, постановка отлива, притворных штапи-ков и олифление. Производительность конвейера — до 600 створок в смену.
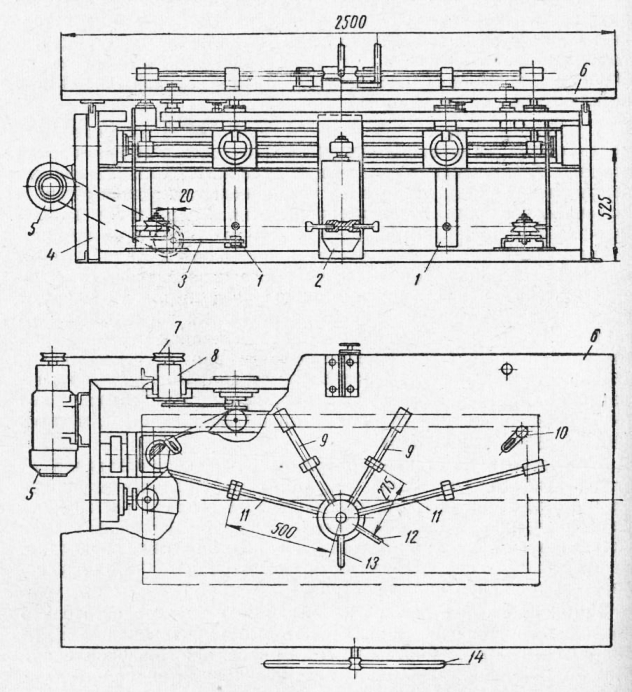
Рис. 17. Схема конвейерной линии сборки и обработки оконного переплета На деревообрабатывающих предприятиях широко применяется выпускаемая серийно полуавтоматическая линия типа ПЛДОм для сборки и обработки оконных переплетов и дверных полотей. На полуавтоматической линии производится снятие провесов, зачистка плоскостей, обработка по периметру оконных створок с фальцовкой и выборка паза под отлив, обработка по периметру дверных полотен. Установленная в начале линии универсальная вайма выполняет сборку оконных створок и дверных полотен, она может быть приспособлена и для сборки коробок. Производительность ваймы до 600 створок или до 300 дверных полотен за смену. Приводится вайма в движение электродвигателем мощностью 2,8 кет. На ней можно собирать изделия длиной 500—2300 мм, шириной 480—900 мм и толщиной до 60 мм. Продольная обработка кромок, снятие провесов и зачистка плоскостей выполняется на агрегате. Агрегат состоит из станины с двумя непными транспортерами — верхним и нижним,— которые продвигают подлежащие обработке изделия. На агрегате установлены направляющие и прижимные устройства и смонтированы два круглых четырехножевых вала под углом 55° к продольной оси агрегата. Эти валы снимают провесы и зачищают плоскости. Установка ножевых валов под углом 55° обеспечивает одинаково удовлетворительное качество строгания как продольных, так и поперечных брусков. Первый ножевой вал установлен по движению изделий выше нижнего подающего транспортера, а второй — ниже верхнего. За верхним ножевым валом установлены с обеих сторон агрегата две вертикальные фрезерные головки с индивидуальными электродвигателями. При помощи вертикальных фрезерных головок обрабатываются продольные кромки. Прижимаются обрабатываемые изделия к направляющим сверху вертикальным роликовыми прижимами, а сбоку горизонтальными. Так, за один проход изделия снимаются провесы, зачищаются плоскости й обрабатываются продольные кромки.
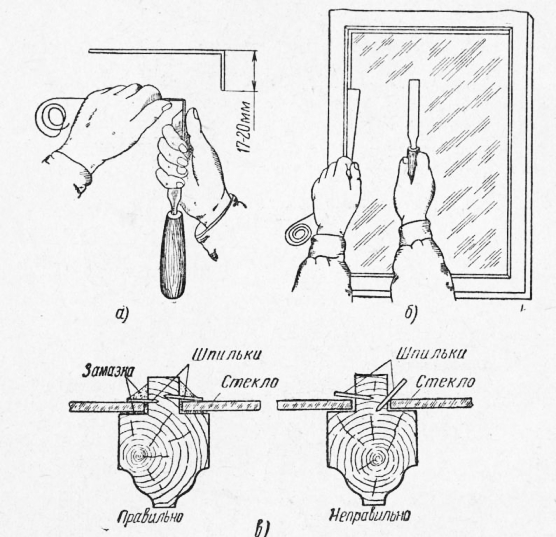
Рис. 18. Полуавтоматическая линия для сборки и обработки оконных переплетов и дверных полотен типа ПЛДОм: Второй агрегат служит для поперечной обработки кромок и состоит из станины, на которой установлены две тумбы — одна неподвижная, а другая подвижная. На тумбах смонтированы рамы цепного транспортера с верхними прижимами, при помощи которого обрабатываемые изделия подаются к режущему инструменту. На неподвижной тумбе установлены торцующая пила, вертикальная и горизонтальная фрезерные головки, на подвижной тумбе — торцующая пила и вертикальная фрезерная головка. Настраивается агрегат на размер обрабатываемых изделий путем перемещения подвижной тумбы. Передвижение тумбы производится с помощью винтового устройства и рукоятки. Изделие подается посредством специального устройства на цепи транспортера, обрезается в размер торцующими пилами, а его поперечные кромки обрабатываются фрезерными головками. Горизонтальная фрезерная головка выбирает в переплетах паз под отлив. На конвейере ручных операций, входящем в линию ПЛДОм, расположены рабочие места, где выполняются вгонка форточки в створку, постановка отливов, нательников и крепление плинтусов в дверях щитовой конструкции. Для сборки и обработки оконных створок сконструирована автоматическая линия, которая состоит из двух горизонтальных и одного вертикального транспортеров. Горизонтальные транспортеры соединяют станки и механизмы. вертикальный транспортер в виде движущихся полок находится в сушильной камере. В сушильной камере при температуре воздуха до 70 °С оконные створки проходят сушку. Находятся они в сушильной камере 40 мин. и за это время происходит твердение клеевых швов в соединениях створок. В сушильную камеру оконные створки после сверлильного станка поступают с первого горизонтального транспортера и из камеры автоматически выталкиваются на второй горизонтальный транспортер. При дальнейшем движении на втором транспортере оконные створки поступают к двум фрезерным станкам, где обрабатываются продольные кромки, потом двухсторонним концеравнителем обрезаются поперечные кромки. Далее на трехцилиндровом шлифовальном станке оконные створки шлифуются и по транспортеру поступают на специальный копировально-фрезерный станок, где выбираются фальцы под форточки. После окончательной обработки оконные створки поступают на стол выдачи. Окончив сборку и подгонку, грунтуют и красят коробку, фрамугу и створки, а затем в створках и форточках устанавливают приборы. После окраски оконный блок иногда остекляют. Реклама:Читать далее:Остекление переплетовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|



|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|