|
|
Категория:
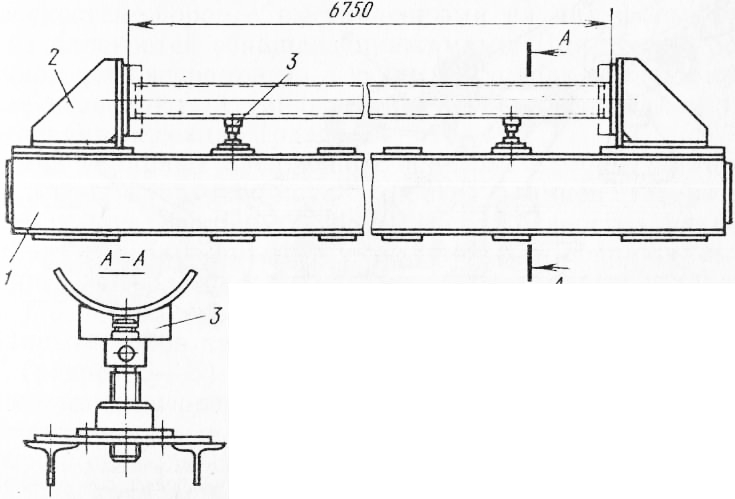
Сборка металлоконструкций Далее: Сборка бункеров К пространственным решетчатым конструкциям предъявляют требования взаимозаменяемости, т. е. их изготовляют из повторяющихся одинаковых элементов. Такие конструкции целесообразно изготовлять в кондукторах. Рассмотрим организацию сборки подобных конструкций на примере изготовления радиомачт. Сначала в кондукторе собирают стволы секции мачты. Кондуктор состоит из сварной рамы, концевых упоров с фальшфланцем, опорных призм. Фальшфланцы должны быть строго параллельны один другому в вертикальной плоскости, так как они обеспечивают соосность отверстий.
Рис. 1. Кондуктор для установки фланцев на стволы секций радиомачты:
1 — рама, 2 — концевые упоры, 3 — опорная иризма
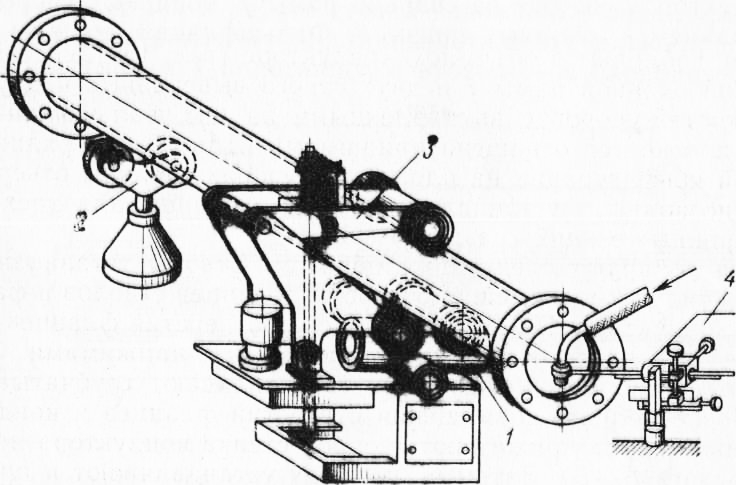
Фланцы с обточенными поверхностями наружу надевают на ствол. Затем краном ствол с фланцами устанавливают в кондуктор на призмы 3. В зависимости от диаметра трубы призмы регулируют по высоте, вращая в приваренной к опорной раме обечайке и тем самым обеспечивая постоянное положение оси трубы любого диаметра. Затем фланцы подтягивают к фальшфланцам, совмещают отверстия и затягивают четырьмя винтами к, плоскости кондуктора. С помощью ломика выверяют утапливаемый размер торца ствола от плоскости фланца, после чего фланцы прихватывают дуговой сваркой к трубе снаружи и внутри нее. Все прихватки (не менее трех) размещают по контуру трубы равномерно. Самое верхнее отверстие фланца с одной и той же стороны кондуктора помечают краской. Сняв ствол с кондуктора, по торцам трубы устанавливают и прихватывают по месту заглушки. Полностью собранную трубу передают на кантователь для сварки. Кантователь состоит из двух групп опорных роликов вращения: приводных с электромеханическим прижимом и неприводных. Рядом с кантователем располагают автоматическую установку для сварки. Параллельно со сборкой ствола секции радиомачты на отдельных рабочих местах монтируют и сваривают лестницы, оттяжечные проушины и другие элед#Аты, устанавливаемые на секциях радиомачты.
Рис. 2. Кантователь для приварки фланцев на стволах секций радиомачт:
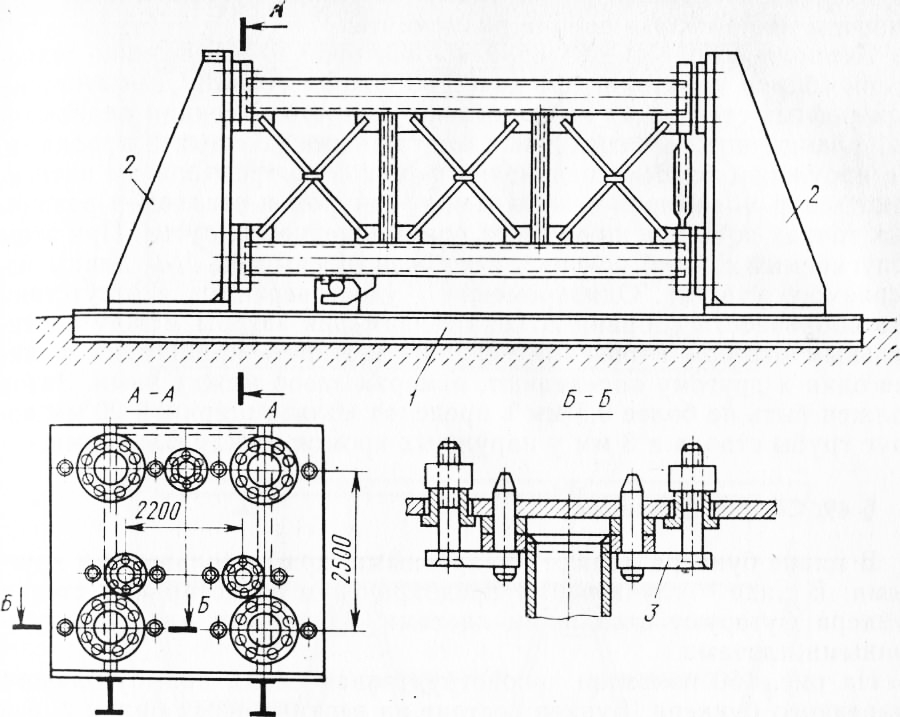
Рис. 3. Кондуктор для сборки секций радиомачт:
1 — рама. 2 — упоры, 3 — прижим
Секции собирают в объемном кондукторе, состоящем из жесткой опорной рамы 1 и двух строго выверенных под углом 90° плоскостей-упоров с выставленными на них фалынфланцами. Одна из плоскостей оснащена прижимами. Для сборки радиомачт различной конфигурации на плоскостях-упорах сделаны отверстия, которые позволяют устанавливать фалыцфланцы для трех- или четырехгранных секций (разрез А—А). Секции собирают следующим образом. Стволы устанавливают краном в кондуктор, совмещая отверстия фланцев стволов и фальш-фланцев кондуктора. Помеченные краской отверстия фланцев стволов ставят в верхнее положение к плоскости с прижимами. Одновременно со стволами между ними устанавливают трубчатые распорки. После полного совмещения отверстий фланцев и кондуктора фланцы стволов прижимают к одной стенке кондуктора прижи-мом 3 (разрез Б—Б). Затем по чертежу устанавливают и прихватывают элементы решетки секции мачты, оттяжечные проушины и Другие детали. Собранную полностью на прихватках секцию мачты снимают с кондуктора краном и передают на кантователь для сварки. Предварительно собранные и сваренные лестницы устанавливают на рабочем месте сварки секций радиомачты. Периодически для проверки кондукторов и соблюдения технологии сборки контролируют качество сборки секций. Для этого на выверенных стеллажах выкладывают три-четыре секции радиомачты, фланцы которых соединяют монтажными болтами и пробками. По наружным торцам соединений фланцев по трем поясам натягивают шнур и, замеряя зазоры между шнуром и стволом в различных точках по длине, проверяют прямолинейность мачты. При этом допускаемый прогиб поясов не должен превышать 1/700 длины измеряемого участка. Одновременно удостоверяются в отсутствии винтообразности собранных секций, замеряя зазоры между вертикальным отвесом и поясами секций. Плотность прилегания фланцев один к другому определяют, измеряя зазор между ними. Зазор должен быть не более 0,5 мм в пределах кольца шириной 20 мм вокруг трубы ствола и 3 мм у наружных кромок между фланцами. Реклама:Читать далее:Сборка бункеровСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|