|
|
Категория:
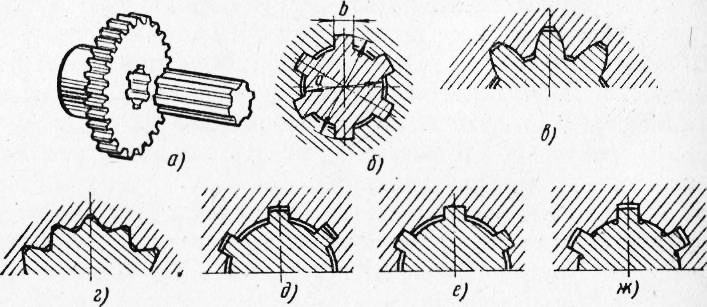
Слесарно-механосборочные работы Шлицевые соединения широко применяют в машиностроении. Они предназначены для передачи больших крутящих моментов. По сравнению со шпоночными такие соединения имеют следующие преимущества: при сборке шлицевых соединений не требуется никаких сле-сарно-пригоночных операций, так как после механической обработки деталей таких соединений получается полная их взаимозаменяемость. На рис. 1, а, б, в, г показаны прямобочные, эвольвентные и треугольные профили шлицев. Самый распространенный профиль шлицев — прямобочный, но теперь стали применять шлицы с эвольвентным профилем, обеспечивающим лучшее Центрирование деталей, чем с прямобочным. Треугольные шлицы используют только при небольших нагрузках и на валах небольшого диаметра. Шлицевые соединения, имеющие подвижные посадки, собирают вручную без пригонки. Шлицевые соединения различают по способу центрирования втулки относительно вала. Существует три способа центрирования вала: по боковым сторонам шлицев (рис. 1, д), по наружному диаметру (рис. 1, е), по внутреннему диаметру (рис. 1, ж).
Рис. 1. Шлицевые соединения:
а, б — прямобочное, в — эвольвентное, г — треугольное, д — центрированное по боковым сторонам, е — центрированное по наружному диаметру, ж — центрированное по внутреннему диаметру
Когда точность центрирования не имеет существенного значения и в то же время необходимо обеспечить достаточную прочность соединения, применяют центрирование по боковым сторонам шлицев (карданное сочленение в автомобилях). Когда в механизмах необходимо осуществить кинематическую точность (станки, автомобили и др.), применяют центрирование по одному из диаметров. Центрирование по наружному диаметру, как более экономичное, применяют для термически необработанных охватывающих деталей, а также для таких деталей, у которых твердость после термической обработки допускает калибрование протяжкой. Если твердость охватывающей детали не позволяет производить калибрование, то применяют центрирование по внутреннему диаметру. Неподвижные соединения, имеющие посадки с натягом, собирают в специальных приспособлениях или с подогревом детали перед напрессовкой. Подвижные шлицевые соединения после сборки проверяют на качку, неподвижные — на биение. Реклама:Читать далее:Сборка конических и трубных соединенийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|