|
|
Категория:
Столярное дело Далее: Окончательная сборка изделий Общие требования к сборке узлов. Чтобы предупредить образование вмятин на кромках при обжиме узла, нужно обязательно пользоваться подкладками. Их делают из выстроганных брусочков толщиной не менее 50 мм. Выдавленный на поверхность клей счищают и затем вытирают тряпкой, смоченной в теплой воде; после этого вытирают поверхность сухой мягкой тряпкой. Дополнительное крепление собираемых узлов нагелями, шурупами, глухарями, металлическими накладками, уголками можно производить только тогда, когда узел находится в обжатом состоянии. Собранные на клею узлы перед их дальнейшей обработкой необходимо выдерживать до прочного схватывания клея. Передача собранных узлов для сборки изделий допускается только после того, как узлам приданы точные размеры, надлежащая форма и их поверхности гладко обработаны. Обработка щитов. Снятие провесов на щитах после склеивания производят на фуговальном и рейсмусовом станках. Обгон по периметру щитов из массива и щитов оклеенных с плоским или профильным фрезерованием кромок делают на фрезерном станке по упорному кольцу на шаблоне. Фанерованные щиты можно подвергать обгону по периметру только при условии, если на лицевые кромки щитов наклеены бруски из массива. Щиты, не требующие точной обработки по периметру, опиливают на торцовочном станке с кареткой. Сборка и обработка рамок. Перед сборкой рамки нужно подбирать для нее бруски обязательно по цвету и текстуре. В особенности это важно при сборке рамок из фанерованных брусков. Даже при одинаковом цвете облицовочной фанеры рамки, собранные из брусков, фанерованных радиальной и тангентальной фанерой, не имеют красивого вида. Обычно фанерованные бруски до сборки рассортировывают по лицевой поверхности на радиальные, полурадиальные, тангентальные. Филенки вставляют в рамки при сборке. Перед сборкой филенки шлифуют. Исключение составляет щит фризовой рамки. Его можно шлифовать вместе с рамкой при снятии провесов. Внутренние кромки рамки шлифуют перед сборкой. Перед склеиванием рамку собирают, утопив шипы в гнезда и проушины не более чем на половину их длины. В таком виде укладывают рамку в вайму. Клеем намазывают поверхности шипов, гнезд и проушин. Клей, нанесенный только на шип, при вдвигании шипа в гнездо или проушину счищается краями гнезда или проушины, и прочного склеивания не получается. При сборке рамок образуются небольшие провесы в углах. У нефанерованных рамок можно снимать провесы на фуговальном или рейсмусовом станке, лучше же выполнять эту операцию на шлифовальном станке с утюжком или трехцилиндровом. Снятие провесов у фанерованных рамок производится на ленточношлифовальном станке с утюжком. Если же толщина облицовочной фанеры не превышает 0,7 мм, удаляют провесы вручную циклей и затем шлифовальной шкуркой. Обгон рамок по периметру с плоским или профильным фрезерованием кромок производится на фрезерном станке по упорному кольцу на шаблоне. Сборка и обработка коробок. Внутренние стороны всех стенок коробки перед сборкой шлифуют. Клей наносят на шипы и на стенки проушин. Обжим коробки, связанной на прямые шипы, производят в двух взаимно-перпендикулярных направлениях; коробки, связанной на шипы «ласточкин хвост», — по направлению шипов.
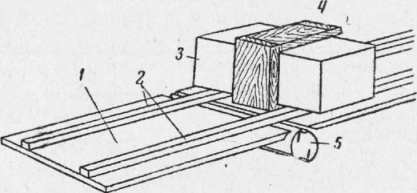
Рис. 1. Обработка внешних сторон коробки на фуговальном станке:
1 — стол станка; 2 — направляющие бруски; 3 — брус-шаблон; 4 — коробка; 5 — ножевой вал
Кромки склеенной коробки выравнивают по высоте на фрезерном станке двумя насаженными на шпиндель пилами. Внешние стороны коробки после склеивания удобно обрабатывать на фуговальном станке при помощи бруса-шаблона и прикрепленных к столу станка направляющих планок (рис. 1). Отсутствие перекосов проверяют линейками с угла на угол, реже угольником. Сборка групп. В группу могут входить как отдельные детали, так и собранные узлы. Группа всегда бывает цельносклеен-ной (неразъемной). Сборка групп сложнее сборки узлов. Более сложны и сборочные станки для них. Облегчает сборку групп точность размеров их составных частей. Размеры обработанных узлов и деталей не должны выходить за пределы установленных допусков. Несоблюдение этого требования неизбежно ведет к подгонкам. При сборке групп необходимо: Реклама:Читать далее:Окончательная сборка изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|