|
|
Категория:
Картонажное производство В отличие от цельноштампованных коробок, которые изготовляют из одной картонной детали, штампованные сборные коробки состоят из нескольких деталей, как-то: картонного дна, бумажного кольца и бумажного кружка для общего крепления и оформления верхней части коробки. Этот способ производства широко применяется для изготовления коробок для парфюмерной промышленности (пудры, мыльного порошка, зубного порошка и др.), для аптекарской торговли (для порошков и пр.) и для многих других отраслей промышленности. Штампованные сборные коробки встречаются таких конструкций: Штампованные коробки указанных видов могут иметь круглую, овальную и форму закругленных углов.
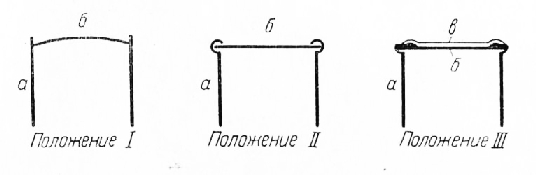
Рис. 1. Схема производства штампованных сборных коробок.
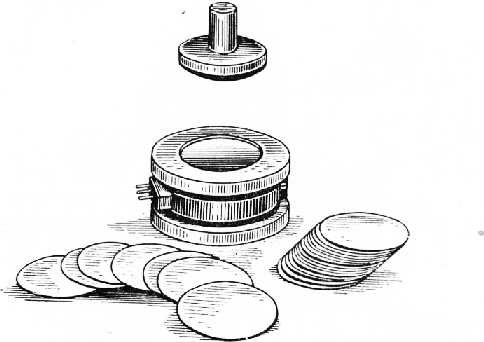
Штампованные сборные коробки с плинтусами Эти коробки обычно носят наименование «пудровых» или «аптекарских» коробок, так как они широко применяются для этих целей. Штампованная сборная коробка с плинтусами (рис. 1) состоит из кольца а, донышка, б и бумажного кружка в для крепления и облицовки верхней части коробки. Бумажные кольца изготовляют таким же способом, как и для цилиндрических коробок, а донышки—на обычном стандартном оборудовании. Сборка коробок состоит из двух процессов: В положении I кольцо а вставлено в нижний стакан, а дно б вложено внутрь кольца а, после чего следует первый удар штампа, в результате чего кольцо а и дно б склепываются по верхнему ребру в одно целое. В положении II поверх донышка б кладут гуммированный кружок бумаги или этикетку в, которая вторым ударом штампа прочно приклеивается ко дну и краям кольца (загнутым на дно при первом ударе) и окончательно крепит готовую коробку. Склепочный шов создает своего рода плинтус, образование которого происходит следующим образом. Картонное донышко диаметром немного больше кольца предварительно штампуют, в результате чего оно приобретает вид сферообразной чашки (рис. 64), диаметр его становится меньше, и оно свободно проходит внутрь бумажного кольца. Под давлением пуансона (при первом ударе) донышко выпрямляется и распирает своими краями по всей1 окружности бумажное кольцо, образуя выступ (своего рода плинтус) по верхнему ребру коробки. Дно нижней части коробки делается гладким, а для крышки может быть выпуклым при наличии штампа соответствующего профиля. При заготовке бумажных колец для сборных штампованных коробок бумажные цилиндры можно одновременно оклеивать от делочной бумагой или этикетками (в листе), в результате чего стенки коробки окажутся облицованными и не потребуется дополнительной отделки.
Рис. 2. Штамп для картонных донышек
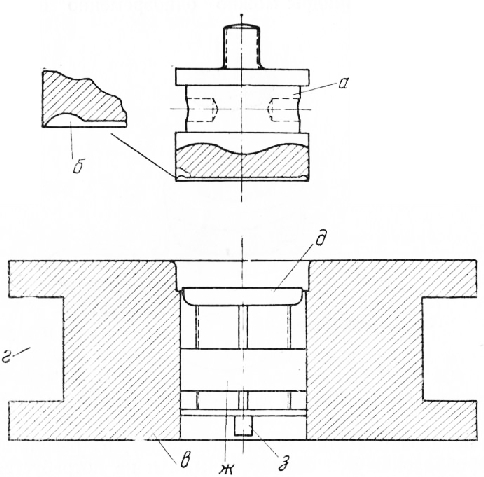
Штамп для сборных коробок (рис. 3) состоит из пуансона со штемпелем а для гладкого или выпуклого дна. Кроме того профиль штемпеля обеспечивает образование по всей окружности, буртика б (гальтель) за счет загиба верхнего края кольца на дно. Образующийся буртик является хорошим оформлением верхней” стороны коробки и прочным швом, соединяющим донышко с бумажным кольцом. Матрица штампа состоит из чугунной тумбы в с наружной тальей для размещения нагревательного электроэлемента г. Б средней части тумбы находится подпятник д с зазором, достаточным для того, чтобы можно было надеть на него бумажное кольцо. На средней части подпятника, снабженной резьбой, установлено упорное кольцо ж, которое может быть закреплено на разной высоте в зависимости от высоты бумажного кольца, из которого изготовляется коробка. В нижней части подпятника имеется устройство (рычаг) з для подъема подпятника после окончания штамповки; это необходимо» для того, чтобы можно было снять рукой с подпятника готовую коробку. При изготовлении штампованных коробок с закругленными углами конструкция матрицы усложняется добавочной диафрагмой, необходимой для плотного прижатия боковых стенок кольца к головке подпятника. Для доньев штампованных сборных коробок следует применять картон, который по своей жесткости выдерживал бы сопротивление при растирании бокового бумажного кольца. Поэтому по мере увеличения диаметра коробки нужно применять картон большей толщины.
Рис. 3. Штамп для производства сборных коробок.
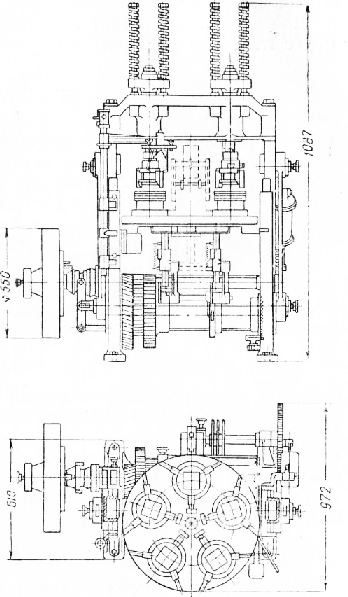
Для придания сферообразпой формы картонным донышкам применяются особые штампы с электроподогревом. На таких штампах формуются предварительно вырубЛенные картонные кружки. Для этой же цели применяют также комбинированные штампы, которые одновременно высекают из полосы картона кружки и придают им выпуклую форму. Такие штампы устанавливают на эксцентриковых прессах; они имеют высокую производительность, но качество изготовляемой на таких штампах продукции немного ниже качества продукции, изготовленной в два приема. При штамповке доньев необходимо учитывать, что готовое выпуклое дно должно заходить в ободок (кольцо) коробки. При изготовлении штампов для высечки круглых и овальных аоньев на матрице, на краю вырубного ножа (кольца), устанавливают мысок как ограничитель подачи картонной полосы. При такой конструкции матрицы высечка доньев производится встык, что дает возможность максимально использовать материал и протаскивать ленту картона через штамп. Ширина буртика штампованных сборных коробок зависит от толщины стенок кольца и диаметра коробки. По мере увеличения размера коробки нужно увеличить и ширину буртика. Для изготовления штампованных сборных коробок используются те же прессы, что и для цельноштампованных. Мощность пресса должна соответствовать размерам изготовляемых коробок. Более совершенным оборудованием являются прессы-полуавтоматы с вращающимся матричным диском с гнездами, количество которых обеспечивает непрерывное действие пресса (рис. 4). На этом прессе заправка бумажных колец со вставленными, картонными доньями, а также съем готовых коробок производится вручную вне пуансона. Технология производства круглых коробок не отличается от технологии изготовления овальных сборных штампованных коробок. Для производства коробок с закругленными углами требуется предварительная формовка бумажных колец. При штамповке этих коробок матрица должна иметь особое зажимное устройство в виде диафрагмы для того, чтобы в момент склепки коробки стенки бумажного кольца плотно прилегали к подпятнику. Штампованные сборные коробки могут накрываться крышками на шарнирах или же внахлобучку. В первом случае низок и крышку можно изготовить на одном и том же штампе, а во втором необходимо иметь два штампа разных диаметров, для крышки и низка отдельно.
Рис. 4. Полуавтомат для производства штампованных сборных коробок.
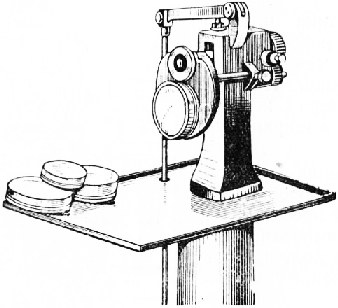
Бумажные кольца, не подвергающиеся дополнительной облицовке после резки на гильзорезальной машине, имеют на торцах заусеницы и шероховатости. Если такие кольца применяются для изготовления сборных штампованных коробок, то по окончании штамповки необходимо прогладить нижние торцы этих коробок. Для этой цели служат специальные прогладочные станки (рис. 5) с гладкими роликами или рельефными. Этими роликами наносятся по всей нижней части окружности коробки тисненые линии, что придает коробкам более красивый вид.
Рис. 5. Прогладочный станок для выгладки торцов штампованных сборных коробок.
Коробки штампованные гладкие с колпачками Механическая сборка гладких коробок состоит в том, что бумажный гуммированный колпачок прижимается горячим пуансоном штампа и приклеивается ко дну по всей площади, а кромками обхватывает по всей окружности стык дна и боковой стенки (кольца). Загнутые и плотно приклеенные к кольцу коробки края бумажного колпачка скрепляют дно с бумажным кольцом в одно целое. Таким способом могут изготовляться коробки разных форм. Диаметр матрицы штампа для приклеивания колпачков должен быть равен внутреннему диаметру коробки, а пуансон должен иметь форму чашки, плотно прилегающей к верхней наружной част» коробки, чтобы в процессе штамповки плотно приклеить колпачок и придать коробке гладкую, иногда обтекаемую форму. При помощи горячего штампа можно придать изготовляемой: коробке различные рельефные формы. Отделка и облицовка боковых стенок гладких штампованных коробок производятся вручную. Крепление и облицовка колпачками применяются главным образом для крышек. Низочки для этих коро-^ок изготовляют по такому же способу, как сборные штампованные коробки с плинтусами. Для низочков плинтусы необходимы как упор для крышек. По этому же способу часто изготовляют так называемые «мешочки», которые состоят из жесткого бумажного кольца и бумажного колпачка; в приклеенном виде он служит в качестве дна. Такие детали (мешочки) сохраняют сыпучие товары (пудру, мыльный порошок, молотый перец, корицу, противопаразитные порошки и пр.) от просыпания из коробок. Такой мешочек должен соответствовать по своим наружным размерам внутренним габаритам низа коробки. На колпачках в момент их приштамповки к кольцу можно одновременно производить разные тиснения, но при этом необходимо подкладывать под среднюю часть колпачка бумажный кружок, чтобы закрыть гуммировку- При приштамповке колпачков посредством горячего штампа отделка отличается чистотой, так как штамп полностью устраняет складки, морщины, и коробки, изготовленные по этому способу, имеют опрятный и привлекательный вид. Упорное кольцо на пуансоне передвигается по резьбе и может крепиться на любой высоте, в зависимости от высоты бумажного кольца. Коробки штампованные гладкие К этой категории относятся сборные штампованные коробки, состоящие из двух деталей — дна и ободка. Картонный ободок в виде полоски, равной по длине окружности коробки, должен быть соответствующим образом обработан. По всей линии сгиба, по которой верхняя кромка ободка должна быть загнута и приклеена к картонному дну, необходимо прострогать канавку на особых строгальных аппаратах или на приспособлении с конусным наждачным камнем соответствующего профиля. Верхнюю сторону ободка покрывают клеем, то есть гуммируют при помощи гуммировальных аппаратов особой конструкции. После этого ободок, согнутый по форме кольца, скрепляют по стыкам металлическими кнопками и направляют на штамп для приклейки верхней кромкой ко дну. Картонное дно, вставленное в кольцо ободка, должно попасть всей окружностью в канавку, причем диаметр дна должен быть чуть больше внутреннего диаметра кольца, чтобы при штамповке края дна плотно соединились со стенками. Для более прочного крепления, а также лучшего вида коробки, в месте приклеивания кромки ободка ко дну штампуется буртик, ширина которого равна ширине кромки, а по форме он выпуклый. Ободки для гладких штампованных коробок должны быть облицованы отделочным материалом и после сборки дополнительной оклейке не подлежат. Иногда одновременно с закроем на ободки наносятся красочные линии при помощи особых линевальных аппаратов, устанавливаемых на закройную машину, что является дополнительным украшением коробки. Коробки штампованные с зубчатым креплением Штампованные коробки с зубчатым креплением состоят из двух деталей — картонного дна и ободка. В. верхнем крае ободка делают при нарезке зубцы, которые при штамповке загибаются на дно и под действием горячего штампа плотно приклеиваются к нему. Верхний зубчатый край ободка для этой цели предварительно гуммируется. Ободки заготовляют в виде полосок, а зубцы на них нарезаются особым роликовым аппаратом на рилевочно-резальной машине. Спайка ободков производится кнопками на кнопочных машинах. Материал для ободков должен быть облицован в листах, и дополнительной отделки для него не требуется. Коробки с зубчатым креплением могут быть эффектными в осо- v бенности при удачном подборе оттенков облицовки для дна ободка. Коробки с зубчатым креплением можно изготовлять различных размеров, начиная от самых маленьких аптекарских коробок вплоть до больших коробок (например, для тортов). По форме эти коробки могут быть круглыми, овальными, прямоугольными и многогранными. При изготовлении круглых и овальных коробок форма зубцов должна быть такой, чтобы при загибе их по окружности дна (зубцами внутрь) не было складок и морщин. При изготовлении прямоугольных и многогранных коробок на полосках (ободках) против углов должны быть предварительно сделаны соответствующие вырубки. Реклама:Читать далее:Производство складных пачек и коробокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|