|
|
Категория:
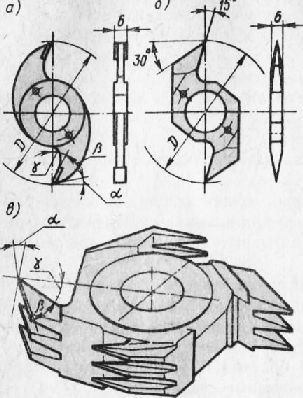
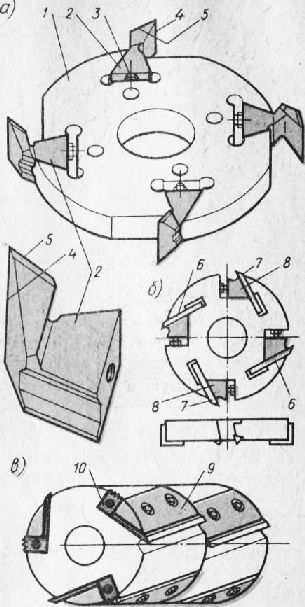
Деревообрабатывающие станки Далее: Рамные шипорезные станки Для шипорезных работ используют круглые пилы и разные фрезерные инструменты общего или специального назначения. Множество вариантов конструктивного исполнения инструмента определяется разнообразием шиповых соединений и приемов обработки их отдельных элементов. Круглые пилы описаны ранее. Цельные насадные фрезы для фрезерования шипов показаны на рис. 1. Длина режущей главной кромки лезвия В цельных насадных двузубых фрез для обработки ящичных прямых шипов должна быть равна ширине вырабатываемой проушины. Диаметр фрез D — = 200 мм, а ширина В — 6, 8, 10, 12, 18 мм. Фреза цельная двузубая однорядная для обработки клиновых шипов показана на рис. 105, б. Боковые вспомогательные кромки зубьев скошены и образуют клин, вспомогательные режущие кромки которого формируют впадину на торце заготовки. Зубья фрез могут быть оснащены пластинами из твердого сплава. Однорядные фрезы применяют для фрезерования шипов длиной более 30 мм. Для работы необходимо иметь набор таких фрез или комплект с общей высотой, равной ширине обрабатываемой заготовки. Цельная насадная многорядная фреза для обработки клиновых шипов (рис. 105, в) выполнена из одной заготовки легированной стали и имеет затылованные зубья. С целью сохранения требуемых значений передних углов и профиля формируемых шипов зубья затачивают по передней поверхности лезвия. Фрезы насадные сборные (шипорезные) для обработки шипов бывают двух типов: для торцового и поперечного фрезерования. В корпусе (рис. 2, а) шипорезной фрезы для торцового фрезерования укреплены распорными болтами четыре фасонных резца, выполненных заодно с клином. Фасонный резец имеет две режущих кромки: главную для фрезерования заплечика и вспомогательную для обработки пласти шипа. Резцы в корпусе не регулируют и не снимают до полного износа. Их затачивают в сборе по задней поверхности лезвия главной и вспомогательной режущих кромок. В других конструкциях фрез для торцового фрезерования применяют два ножа и два надрезающих резца, которые крепят болтами с помощью прижимных клиньев 8. Ножи предназначены для формирования заплечиков шипа, а подрезающие резцы обеспечивают требуемую шероховатость граней шипа. Фрезы шипорезные для поперечного фрезерования бывают круглые трехножевые с тонкими ножами и крыльчатые двухножевые с толстыми ножами. Крыльчатые головки опасны и создают большой шум, поэтому их заменяют круглыми. Ножи к корпусу крепят накладками. Для предотвращения сколов древесины головки снабжают надрезающими резцами, которые укрепляют на торце корпуса головки. Режущие кромки резцов должны выступать за окружность резания основных резцов на 0,5 мм. Дисковые фрезы для обработки проушин аналогичны по конструкции шипорезным фрезам. Их делают с разной шириной резцов: 6, 8 12 и 14 мм.
Рис. 1. Фрезы цельные:
а — для обработки ящичных шипов, б, в — одно- и многорядная для обработки клиновых шипов
Затачивают резцы в сборе по задней поверхности лезвия. По передним поверхностям их затачивать нельзя, так как они имеют задние углы в секущей плоскости, нормальной к вспомогательным режущим кромкам и при заточке уменьшается размер по ширине проушины, что недопустимо. Резцы дисковых фрез оснащают пластинами из твердого сплава. Аналогичны по конструкции дисковые сборные фрезы для выполнения подсечных операций, а также для фасонной обработки заплечиков шипа. При этом в диске укрепляют фасонные резцы, форма режущей кромки которых совпадает с формой фасонного углубления на детали. Для установки резцов на одной окружности резания служат регулировочные винты. При необходимости одновременной обработки нескольких проушин на шпинделе устанавливают соответствующее количество сборных дисковых фрез. Можно устанавливать также составные фрезы, состоящие из сборных дисковых фрез, круглых пил и фрез других конструкций. Фрезы концевые бывают цилиндрические (для обработки ящичных прямых шипов) и фасонные с углом конуса (для ящичных шипов «ласточкин хвост»). Концевые цилиндрические фрезы изготовляют из легированной стали Х6ВФ. Шипорезные фрезы работают при высокой частоте вращения, поэтому они должны быть отбалансированы. Балансировку проводят на специальных приспособлениях или балансировочных станках. Перед установкой инструмента на шпиндель станка следует проверить качество его подготовки. Трещины, забоины и выкрашивания на поверхности резцов фрез не допускаются. Точность установки резцов на одной окружности резания достигается регулировкой их при сборке в специальных контрольно-установочных приспособлениях.
Рис. 2. Фрезы шипорезные для обработки:
а, б — в торен, в - поперек волокон; 1 — корпус, 2 — резец, 3 — болт, 4 — главная режущая кромка, 5 — вспомогательная режущая кромка, 6 — нож, 7, 10 — подрезающие резцы. 8 — клин, 9 — накладка
Реклама:Читать далее:Рамные шипорезные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|