|
|
Категория:
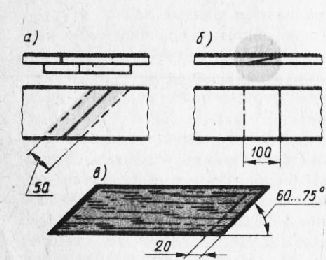
Деревообрабатывающие станки Режущим инструментом шлифовальных станков является шлифовальная лента, состоящая из бумажной или тканевой основы и прикрепленных к ней с помощью клееных веществ абразивных зерен. Зерна равномерно насыпают на основу по клееному слою (механический способ) или наносят в электрическом поле (электростатический способ). При нанесении в электростатическом поле зерна ориентируются на основе острыми гранями вверх, что улучшает режущие свойства шлифовальной шкурки. Абразивные зерна насыпают на основу по связке редко или плотно. Редкая насыпка (зерна занимают менее 70% площади основы) обеспечивает хорошие условия резания и межзерновое пространство меньше забивается древесной пылью. Для приклеивания зерен используют мездровый клей или синтетические смолы. В качестве основы применяют бумагу специальных сортов или ткань (саржа, бязь). В качестве абразивного материала применяют искусственные или природные минералы высокой твердости. Абразивные зерна изготовляют из электрокорунда нормального (15А), белого (24А, 25А), монокорунда (43А, 45А), карбида кремния зеленого (62С, 63С) и черного (53С, 54С, 55С). Величину абразивных зерен обозначают номером, соответствующим размеру ячеек сита, на котором задерживаются данные зерна, в сотых долях миллиметра. Абразивные зерна и шлифовальные порошки имеют следующие размеры зерен, мкм: шлифзерно-от 2000 до 160, шлифпорошки- 125…40; микропорошки — 60…14, тонкие микропорошки-10…3. Шлифовальная шкурка поступает на деревообрабатывающее предприятие в рулонах или листах. На нерабочей поверхности шкурки имеется маркировка с указанием характеристики шкурки и завода-изготовителя. Пример условного обозначения шлифовальной шкурки типа 1 (I) с абразивным материалом, нанесенным электростатическим способом (Э), шириной 620 мм и длиной 50 мм (620X50), на бумаге-основе марки 0-200 (П2) из нормального электрокорунда марки (15А) зернистостью (25-Н) на мездровом клее (М) с показателем износостойкости по классу (А): 13 620X50 П2 15А25-Н МА ГОСТ 6456-82. Для ленточных шлифовальных станков берут шкурку в рулоне и разрезают на ленты необходимой длины и ширины. Длину ленты определяют в зависимости от способа ее соединения — встык под углом или внахлестку. При склеивании внахлестку (рис. 129,6) на одном конце ленты горячей водой удаляют абразивные зерна на протяжении 80…100 мм, затем на обнаженную основу, смазанную клеем, накладывают другой конец ленты. Соединенные концы сжимают и высушивают, используя для этого специальное приспособление или клеильный пресс. Для комбинированных шлифовальных станков используют листовую шкурку. Для шлифовальных дисков вырезают шкурку по шаблону в виде круга, диаметр которого должен быть на 60…80 мм больше диаметра диска. Пользуясь прямоугольным шаблоном, вырезают также заготовки шкурок для бобины. После раскроя заготовки должны иметь ровные, без вырывов, края. Наличие утолщений или непроклеенных концов при склеивании лент может привести к преждевременному разрыву ленты. Для широколенточных станков шкурку раскрашивают на листы по шаблону, изготовленному из фанеры или листа алюминиевого сплава (рис. 1, в). Шкурку следует раскраивать так, чтобы края были ровными, а разность длин боковых кромок — не более 1 мм. Один из скошенных краев заготовки зачищают, снимая абразив на ширине 20 мм. Продольные кромки и зачищенный край следует, оклеить полоской кальки шириной 40 мм, которая должна выступать за край шкурки на 10 мм. Скошенный край с калькой смазывают клеем и выдерживают на воздухе в зависимости от вида и вязкости клея. После выдержки скошенные края соединяют и на место стыка накладывают полоску шкурки так, чтобы абразив на полоске прилегал к абразиву ленты. Место соединения сжимают и выдерживают в прессе. Готовые бесконечные ленты вывешивают на специальных кронштейнах и не менее суток до установки на станок выдерживают а сухом помещении.
Рис. 1. Раскрой и склеивание шлифовальной ленты:
а — встык под углом, б — внахлестку, в - шаблон для раскрои шкурки
Реклама:Читать далее:Узколенточные шлифовальные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|