|
|
Категория:
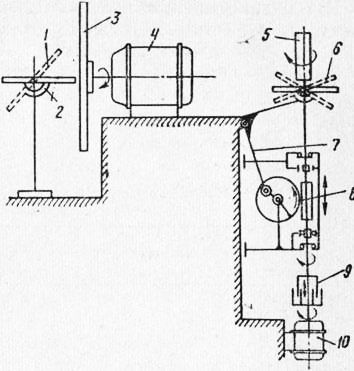
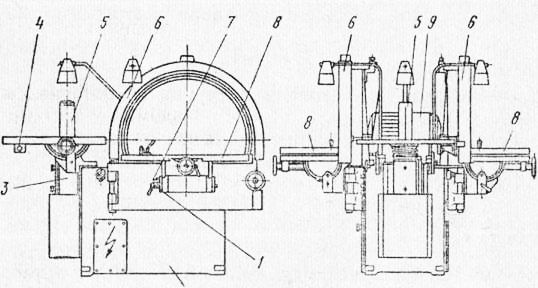
Деревообрабатывающие станки Конструкция Для шлифования пластей и кромок коротких брусков и вогнутых поверхностей деталей с открытым и замкнутым контуром применяют станки с двумя рабочими органами — диском и бобиной. На рис. 197 приведена кинематическая схема станка такого типа ШлДБ-3. Диск может быть закреплен непосредственно на валу электродвигателя или на отдельном валу, связанном с электродвигателем клино-ременной передачей. Перед диском 3 на кронштейне шарнирно крепится стол с линейкой. Стол можно устанавливать под нужным углом к плоскостям диска, поворачивая стол относительно опорного сектора. На этой же станине с противоположной от диска стороны расположен шлифовальный цилиндр (бобина) со столом. Привод цилиндра сообщает ему вращательное и осциллирующее движения. Электродвигатель через муфту соединен с валом цилиндра. На валу цилиндра закреплен червяк осциллирующего механизма. Червяк находится в зацеплении с червячным колесом, ось которого закреплена в подшипниках корпуса, подвижно укрепленного на станине. При вращении червячного колеса рычаг, также шарнирно закрепленный на станине и червячном колесе 8, заставляет колесо вместе с редуктором осциллирующего механизма и цилиндр совершать вертикальное возвратно-поступательное движение (150—170 движений в минуту). Цилиндр имеет оградительный кожух, являющийся одновременно и приемником пыли. На цилиндре и диске закрепляют шлифовальные шкурки, которые вырезают по шаблонам. Диском шлифуют пласти, а при необходимости и торцы коротких брусковых деталей, цилиндром — вогнутые поверхности с криволинейных деталей. С помощью диска можно осуществлять только поперечное или продольно-поперечное шлифование, при котором на поверхности детали образуется ворсистость. Кроме того, эти станки характеризуются разной скоростью шлифования, которая от нуля (в центре диска) возрастает до максимального значения на краях диска, что приводит к различному качеству шлифования по длине детали. По этой же причине происходит неравномерный износ шкурки. Указанные недостатки ограничивают применение станков с дисками. Станок ШлДБ-4 (рис. 2) отличается от станка ШлДБ-3 тем, что имеет два шлифовальных диска и бобину. На верхней плоскости станины коробчатой формы смонтированы шлифовальные диски с приводами. Внутри станины установлен механизм привода шлифовальной бобины. Столы шлифовальных дисков могут поворачиваться на кронштейнах в одном направлении на 15° и в другом — на 45°.
Рис. 1. Кинематическая схема шлифовального станка ШлДБ-3:
1 — стол, 2 — сектор. 3 — шлифовальный диск, 4, 10 — электродвигатели, 5 — шлифовальный цилиндр (бобина), 6 — наклоняющийся стол бобины, 7 — рычаг осциллирующего механизма, 8 — червячное колесо редуктора осциллирующего механизма, 9 — муфта
Рис. 2. Общий вид станка ШлДБ-4:
1, 7 — фиксаторы стола лиска, 2 — станина, 3 — механизм привода бобины, 4 — стол бобины. 6 — бобина, 6 — диски, 8 — столы дисков, 9 — электродвигатель дисков
В требуемом положении столы закрепляются фиксаторами 1 или 7 На столах укреплены направляющие линейки с лимбом, поворачивающиеся на 180° в плоскости стола. В столе бобины имеется отверстие для ее прохода, стол может поворачиваться на угол 60° в двух направлениях. Настройка станков Настройка станков с дисками и бобиной сводится к установке столов под нужным углом к плоскости диска и к оси шлифовального цилиндра. Установка столов под углом, отличным от прямого, необходима при шлифовании заготовок и узлов, имеющих плоскости, образующие между собой непрямой угол. Настраивать столы можно по эталонным образцам. Положив образец пластью на стол и освободив фиксатор стола, поворачивают его до тех пор, пока подлежащая шлифованию плоскость заготовки или узла не будет параллельна плоскости диска или бобины. После этого фиксатором закрепляют столы. Работа на станках На станке ШлДБ-3 могут работать одновременно двое рабочих: один шлифовать детали на диске, другой —на бобине. Станок ШлДБ-4 обслуживают трое рабочих. При шлифовании на диске деталь кладут на стол и вручную прижимают к вращающемуся диску вначале одной плоскостью, затем другой. Продолжительность шлифования устанавливают опытным путем, обработав 3—4 заготовки. При шлифовании бобиной деталь перемещают вручную, приводя в соприкосновение со шкуркой все новые ее участки и одновременно наблюдая за качеством шлифования. Для обработки деталей с замкнутым внутренним контуром приемник снимают и деталь кладут на стол так, чтобы она охватывала цилиндр. Шлифуют деталь, поворачивая ее вокруг цилиндра, Реклама:Читать далее:Цилиндровые шлифовальные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|