|
|
Категория:
Слесарно-инструментальные работы Две малонагруженные детали (например, вал и зубчатое колесо) соединяют между собой с помощью шпонки, устанавливаемой в пазах этих деталей и препятствующей их повороту относительно друг друга. Наиболее распространены призматические, сегментные и клиновые шпонки.
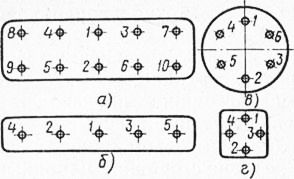
Рис. 1. Последовательность затяжки групповых резьбовых соединений, расположенных в два ряда по периметру прямоугольника (а), в Один ряд по периметру прямоугольника (б), по окружности (в)
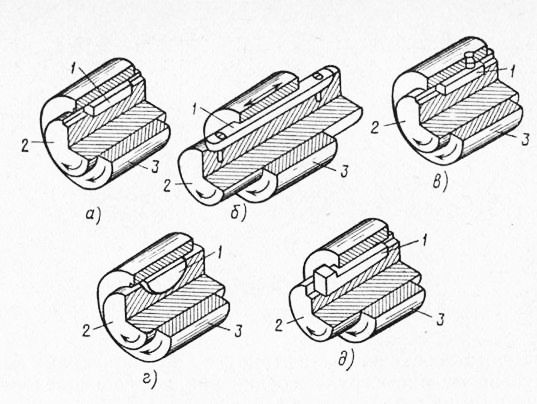
Рис. 2. Виды шпоночных соединений:
1 — шпонка, 2 — вал. 3 — ступипа
Сегментная шпонка (рис. 2,г) в меньшей мере подвержена перекосу и не требует ручной пригонки (так как шпоночный паз получают фрезой, соответствующей размеру шпонки); однако паз под такую шпонку имеет значительную глубину, что ослабляет сечение вала. Клиновые шпонки (рис. 2,(3), представляющие собой клин с уклоном 1:100, передают крутящий момент (а также осевую силу) верхней и нижней гранями (по боковым граням имеется зазор). Многошпоночные соединения, у которых шпонки выполнены заодно с валом, называются шлицевыми. По сравнению со шпоночным шлицевое соединение обеспечивает лучшее центрирование и направление при перемещении соединяемых деталей, а также повышает прочность вала. Применяют соединения с прямобочным, эвольвентным и треугольным профилем шлицев. Наиболее распространены шлицы прямобочного профиля. Число шлицев принимают четным. Соединяемые детали центрируют по наружному диаметру, по внутреннему диаметру, по боковым сторонам зубьев.
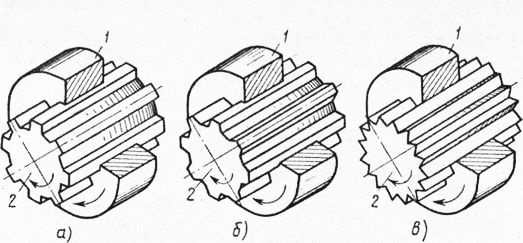
Рис. 3. Виды шлицевых соединений:
1 — ступица, 2 — вал
Точные соединения центрируют по наружному или внутреннему диаметру, а соединения, передающие большой крутящий момент, — по боковым сторонам. Эвольвентные шлицы, поперечное сечение которых представляет собой эвольвентный профиль, могут самоустанавливаться под действием нагрузки, имеют повышенную прочность и долговечность и используются в высоконагруженных передачах. Треугольные шлицы применяют для передачи небольших крутящих моментов в неподвижных соединениях. Последовательность и приемы сборки шпоночных и шлицевых соединений. Перед сборкой детали очищают и проверяют посадочные размеры; проверяют, нет ли на сопрягаемых поверхностях забоин, заусенцев и других дефектов. Призматические шпонки устанавливают на вал легкими ударами медного молотка; с помощью пресса; с помощью специальных приспособлений. При этом перекос шпонки и ее врезание в тело паза не допускаются. После посадки контролируют высоту выступающей части шпонки. В случае перекоса и смещения шпоночных пазов для возможности сборки вала и ступицы необходима подгонка, выполняемая путем опиливания. При подгонке контролируют площадь контакта боковых сторон пазов и шпонки и отсутствие зазора в их стыке. При сборке шлицевых соединений пригонку, как правило, не производят. В шпоночных и шлицевых соединениях, выполняемых с натягом, ступицу перед установкой на вал нагревают до температуры 80—120 °С, а после установки проверяют на биение и качку. Для ответственных соединений сопряжение шлицев проверяют на краску. Легкоразъемные соединения собирают вручную; перед сборкой детали смазывают. Для извлечения шпонок при разборке соединений используют мягкие выколотки. Иногда в шпонке предусматривают резьбовое отверстие; вворачивая в него винт, можно легко извлечь шпонку из паза. Для разборки клиновых шпоночных соединений применяют винтовые и рычажные приспособления. Реклама:Читать далее:Соединения, получаемые вальцеваниемСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|