|
|
Категория:
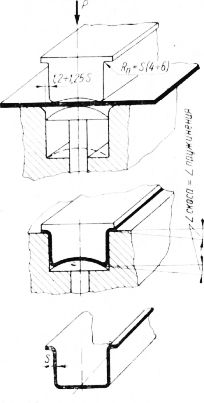
Алюминиевые сплавы Далее: Подготовка производства Штамповка листовых деталей имеет преимущество перед гибкой при изготовлении больших партий благодаря большей производительности и точности и может быть дешевле, несмотря на более сложное изготовление штампов. Примером штампованных крановых элементов являются гнутые П-образные профили с отогнутыми кромками для грузовых тележек главных и концевых балок. Простейший штамп для получения таких профилей (с отбортовкой свободных кромок) из материалов с малым модулем упругости приведен на рис. 1. Этот Штамп учитывает компенсацию пружинения штампуемого материала путем перегиба его на угол, равный углу пружинения. В процессе гибки стенки детали упруго выгибаются, а при удалении детали из штампа они выпрямляются, компенсируя пружинение боковых участков. Точность штамповки деталей в таких штампах для крановых металлоконструкций вполне удовлетворительная. При необходимости получения комбинированных деталей штампы могут быть изготовлены с раздвижными пуансонами и со сжимающимися матрицами. В штампах с раздвижными пуансонами калибровка производится по наружному размеру, а со сжимающейся матрицей — по внутреннему. Повторные удары при штамповке снижают пружинение. Рабочие поверхности пуансонов и матриц штампов обрабатываются с чистотой поверхности, так как алюминиевые сплавы имеют свойство прилипать к стальной негладко обработанной поверхности. Помимо этого, штампы смазываются.
Рис. 1. Простейший штамп для получения П-образных профилей из алюминиевых сплавов Вырубка в штампах деталей из алюминиевых сплавов не затруднительна. Зазор на сторону в вырубных штампах принимается равным 0,03—0,04 толщины вырубаемого листа. Гофрирование заготовок в многоручьевых штампах, как уже говорилось, может быть выполнено на гидравлических прессах. Этим способом возможно изготовление любой формы гофра. Для особо ответственных конструкций рекомендуется увеличивать радиусы штамповки (гибки) до 6—8 толщин листа, чтобы не перенапрягать материал. Для неответственных деталей (настилы площадок, кожуха) радиус гибки может быть уменьшен до 1,5—2,0 толщин. Реклама:Читать далее:Подготовка производстваСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|