|
|
Категория:
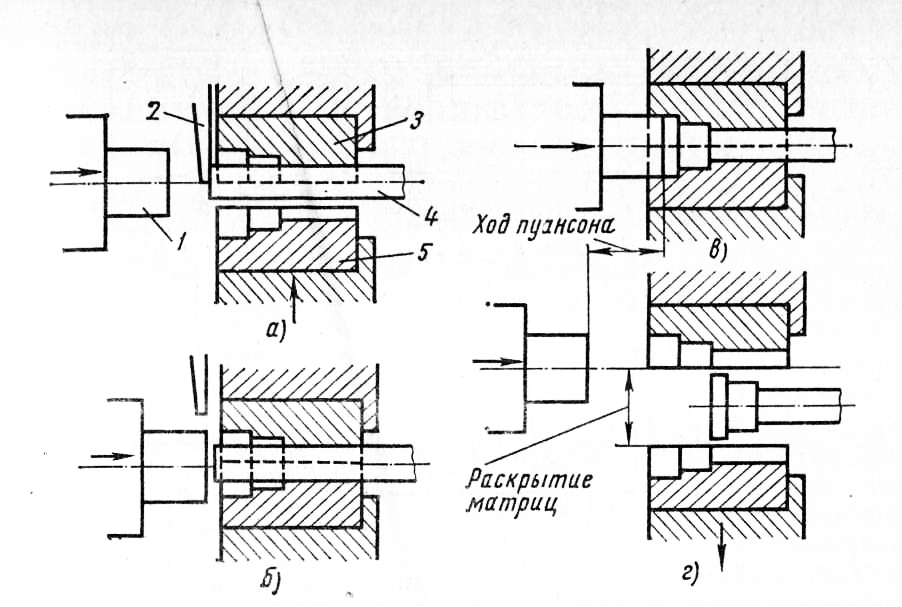
Кузнечные работы Штампы для горизонтально-ковочных прессов состоят из трех основных частей: подвижной и неподвижной матриц и пуансона. Соответственно имеются две взаимно перпендикулярные плоскости разъема: между обеими матрицами, а после их смыкания — между ними и пуансоном.
Рис. 1. Схема процесса штамповки на горизонтально-ковочном прессе: Работа на таком штампе ведется следующим образом. Пруток устанавливают нагретым концом в ручей неподвижной матрицы до соприкосновения с упором. При включении бокового ползуна с укрепленной на нем подвижной матрицей происходит зажим прутка. Затем главный ползун пуансоном деформирует ту часть прутка, которая находится в полости матрицы. Матрицы крепятся к станине и боковому ползуну болтами. Они могут иметь два или три ручья. С целью экономии легированной стали применяют матрицы с ручьевыми вставками; каждая такая вставка полукруглой формы крепится болтами в специальном гнезде матричного блока. Для регулирования положения матриц при их установке используют прокладки, которые устанавливаются между опорной поверхностью матрицы и гнездом в ползуне. Пуансоны монтируются на пуансонодержателях, которые, подобно матрицам, могут быть цельными и составными. Цельный пуансонодержатель представляет собой отливку с гнездами под пуансоны. Расстояния между гнездами соответствуют расстоянию между ручьями матриц. Монолитные пуансонодержа-тели используются лишь в тех случаях, когда на прессе длительное время штампуют одни и те же детали. В мелкосерийном производстве выгоднее применять составные пуансонодержатели, каждая из частей которых несет по одному пуансону.
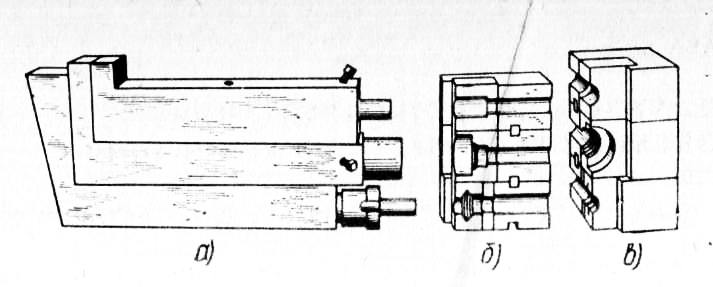
Рис. 2. Штамп для высадки кольца шарикоподшипника: Вводя прокладки между частями пуансонодержателя, можно регулировать расстояния между пуансонами, подбирая их так, чтобы они соответствовали расстояниям между ручьями матриц. На рис. 2, б, в показаны составные неподвижная и подвижная матрицы. » Для крепления в пуансонодержателе каждый пуансон имеет цилиндрический хвостовик, на котором прострагивают лыску под стопорный болт, ввертываемый в тело пуансонодержателя. Кроме того, на торцевой поверхности последнего, у отверстия под пуансон, имеется зуб, а во фланце пуансона (между собственно пуансоном и хвостовиком)—вырез, в который входит зуб. Такая конструкция препятствует повороту пуансона. Штампы для прессов делают, как правило, с небольшими штамповочными уклонами (до 5°) или вообще без уклонов, поэтому отштампованные поковки имеют высокую точность. Для изготовления блоков матриц применяют углеродистые стали, а пуансоны и ручьевые вставки делают из штамповых сталей (5ХНВ, 5ХНМ, ЗХ2В8, 7X3, 8X3 и др.). Реклама:Читать далее:Надежность и долговечность работы оборудованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|