|
|
Категория:
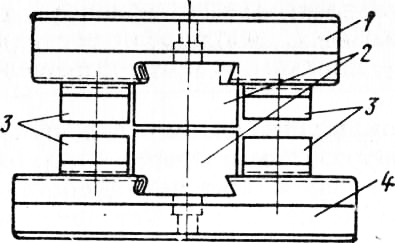
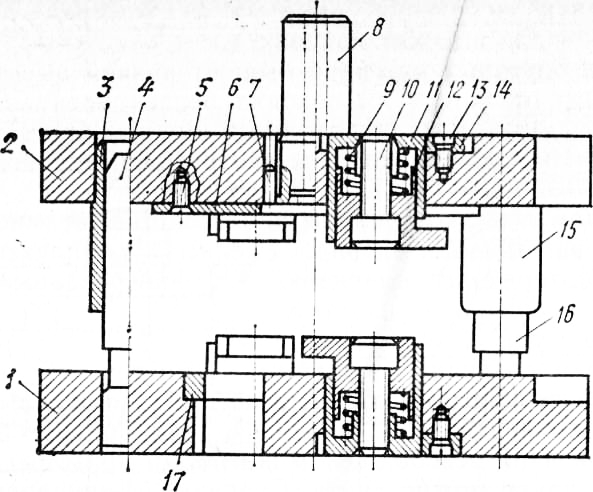
Кузнечные работы Для кривошипных горячештамповочных прессов обычно используются сборные штампы. Такой штамп состоит из плиты (обоймы), в которой устанавливаются вставки с фигурой. Вставки крепятся к обойме клиньями и шпонками так же, как молотовые штампы к бабе молота и штамподержателю или специальными струбцинами. Ручьи в штампах кривошипных прессов имеют меньшие уклоны, чем в штампах молотов. Для обеспечения хорошего направления применяют колонки с втулками, предохраняющими поверхность колонок от попадания окалины. На кривошипных горячештамповочных прессах в отличие от молотов штамповка осуществляется за один ход ползуна. Если использовать один ручей, то в этом случае металл не всегда хорошо заполняет фигуру штампа, чрезмерно вытекая в заусенец. Поэтому на кривошипных прессах часто применяют многоручьевые штампы с черновыми и чистовыми ручьями. Штамп, показанный на рис. 1, имеет три ручья. Вставка чистового ручья находится в середине штампа. Вставки черновых ручьев крепятся по бокам струбцинами (на рисунке не показаны) и фиксируются стопорными болтами. Нижняя плита 4 закрепляется на столе пресса болтами. Плита таким же образом соединяется с ползуном пресса. В верхней плите выполняются гнезда для направляющих колонок. Применение для кривошипных горячештамповочных прессов сборных штампов позволяет сократить расходы на их изготовление и ремонт по сравнению с молотовыми. Каждый ручей работает до полного износа, независимо от того, в каком состоянии находятся другие ручьи. В молотовых же штампах износ одного ручья вынуждает ремонтировать весь штамп и изготовлять новые ручьи.
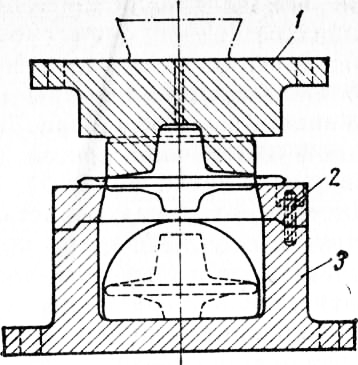
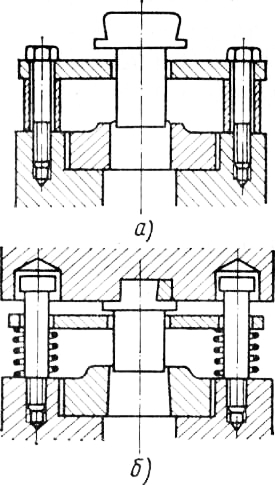
Рис. 1. Закрытый штамп с тремя вставками для штамповки на кривошипном горячештамповочном прессе удлиненных поковок: В штампах кривошипных горячештамповочных прессов широко используются выталкиватели. Это позволяет уменьшить штамповочные уклоны, как и у штампов гидравлических прессов. Стойкость прессовых штампов значительно выше, чем молотовых, но при работе они требуют ухода: необходимо очищать заготовки от окалины, охлаждать ручьи сжатым воздухом и т. д. Кроме штамповки, на кривошипных прессах производят также обрезку облоя. Рядом с молотом, на котором осуществляется штамповка, обычно устанавливают специальный обрезной пресс. Обрезной штамп состоит из матрицы, закрепляемой на башмаке, установленном на столе пресса, и пуансона, крепящегося к ползуну (пуансон часто монтируют на пуансонодержа-теле, который в свою очередь соединяется с ползуном). Матрицы крепятся клиньями или винтами, а пуансон — с помощью хвостовика и клиньев. В матрице по внутреннему контуру обрезаемого облоя делают окно, в которое проваливается поковка после обрезки. Между пуансоном и матрицей обеспечивают зазор, одинаковый по всему контуру и составляющий 0,3—1,5 мм в зависимости от размера поковки. Матрицы для поковки простой формы делают цельными, а для сложных — составными из двух-трех, а иногда и более секций. Для снятия облоя с пуансона используют съемники. Съемник на распорных трубках применяют для обработки поковок небольшой высоты, а съемники на пружинах — для высоких поковок.
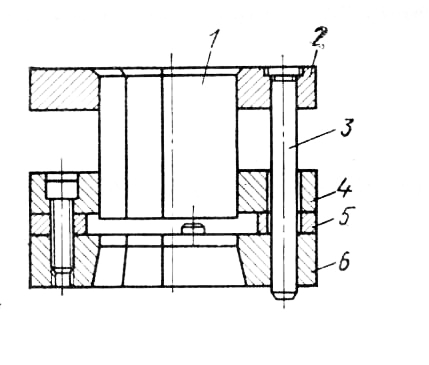
Рис. 2. Обрезной штамп: Башмаки обрезных штампов бывают разной высоты в зависимости от того, проходит ли поковка после снятия облоя в окно стола пресса: если проходит, ставится нижний башмак, для удлиненных поковок, скапливающихся внутри башмака, его делают высоким. В серийном и мелкосерийном производстве штамповый инструмент часто изготовляют в виде сменных комплектов — пакетов, которые устанавливают на универсальные блоки. Это значительно удешевляет оснастку. Универсальный блок, показанный на рис. 3, предназначен для установки различных вырубных штампов. На плитах расположено по два стакана, в которых помещены поворотные Г-образные прихваты. С помощью этих прихватов и крепятся части пакета. При освобождении винтов пружины отжимают прихваты и пакет можно снять. Стаканы закреплены шпонками и винтами. К верхней плите блока винтами постоянно прикреплена подкладная плита, в которую упирается верхняя часть пакета. Нижняя его часть устанавливается на вкладыш, который может иметь разные размеры в зависимости от размеров окна для пропускания отходов и готовых изделий. Хорошее направление обеспечивается колонками и втулками. Хвостовик стопорится штифтом.
Рис. 3. Типы съемников для снятия облоя с пуансона на распорных трубках (а) и на пружинах (б)
Рис. 4. Сменный пакет к универсальному блоку
Рис. 5. Универсальный блок для установки сменных пакетов: В такой блок можно установить, например, сменный пакет для вырубки, показанный на рис. 5. Для фиксации пакета в блоке служат направляющие колонки. В матрице имеются вырезы, в которые входят прихваты блока при установке нижней части пакета. Аналогично крепится пуансонодержатель. Направляющие колонки пакета при ходе вниз входят в отверстия нижней плиты блока. Их длина должна быть такой, чтобы при открытом штампе они не выходили из отверстий съемника. Для улучшения условий эксплуатации штампового хозяйства обоймы (башмаки), пакеты, блоки и вставки штампов горячештам-повочных прессов унифицированы и привязаны к тому или иному типу пресса. Вставки изготовляют коваными из сталей 5ХНМ, 5ХНВ, 5ХНТ, ЗХ2В8. Обоймы отливают из углеродистых сталей, что обеспечивает экономию дорогостоящих материалов. Матрицы и пуансоны обрезных штампов изготовляют из поковок высокоуглеродистой или легированной стали, причем в первом случае режущие кромки наплавляют твердыми сплавами. Реклама:Читать далее:Штампы для горизонтально-ковочных прессовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|