|
|
Категория:
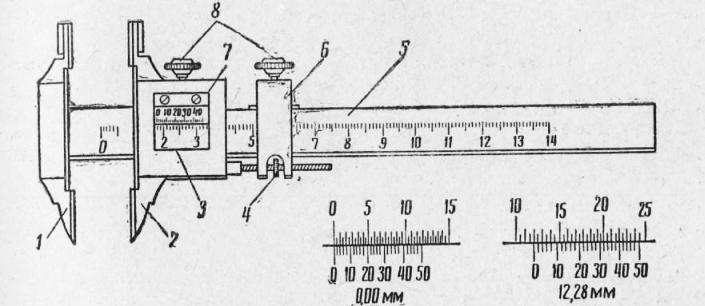
Измерения Далее: Микрометр На рис. 1 показан штангенциркуль, которым производятся измерения с точностью до 0,02 мм. В этом штангенциркуле на штанге 5 нанесена шкала с делениями через каждые 0,5 мм. Оно меньше (короче) каждого деления, нанесенного на шкале штанги, на 0,02 мм (0,5—0,48 = 0,02 мм). Так как одно деление нониуса составляет 0,02 мм, то при совпадении первого от нуля деления нониуса с первым делением на шкале штанги подвижная губка штангенциркуля отойдет от неподвижной на расстояние 0,02 мм. Для удобства отсчета результатов измерения у каждого пятого деления нониуса нанесены последовательно числа 10, 20, 30, 40 и 50. При совпадении пятого от нуля деления нониуса с каким-либо делением на штанге число 10, стоящее около пятого деления, читается: «10 сотых»; при совпадении десятого деления нониуса с тем или иным делением на штанге* число 20, стоящее около десятого деления, читается: «20 сотых» и т. д. Отсчеты по этому нониусу ведутся по правилам, изложенным в главе I, с той лишь разницей, что деления нониуса, совпадающие с делениями на штанге, показывают не десятые, а сотые доли миллиметра.
Рис. 1. Точный (прецизионный) штангенциркуль и пример отсчета:
1 — неподвижная губка, 2—подвижная губка, 3 — рамка, 4— винт и гайка для точной установки подвижной губки, 5 — штанга, б —движок, 7 — нониус с точностью отсчета до 0,02 мм, 8— зажимные винты
Допустим, что нулевое деление нониуса перешло 25-е деление на шкале штанги, но не дошло до следующего далее на штанге полумиллиметрового деления, при этом 3-е деление нониуса совпало с каким-то делением на шкале штанги. Таким образом, при отсчете по нониусу к числу целых миллиметров, пройденных нулевым делением нониуса, прибавляется столько сотых долей миллиметра, сколько показывает то деление нониуса, которое совпадает с одним из делений на шкале штанги. При измерении штангенциркулем сначала отвинчивают на один-два оборота стопорные винты, закрепляющие на штанге рамку подвижной губки, помещают между ними измеряемую деталь и закрепляют движок на штанге стопорным винтом, после чего вращением гайки микрометрической подачи подводят губки к детали. Их измерительные поверхности должны легко сжать деталь. Прекратив вращение гайки микрометрической подачи, закрепляют рамку стопорным винтом 8. По окончании измерения осторожно снимают с детали штангенциркуль и производят отсчет по нониусу.
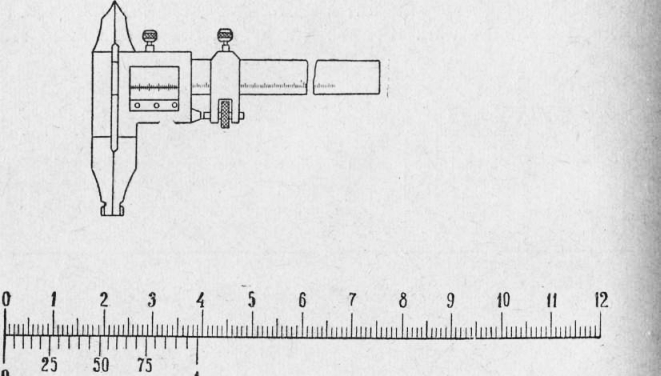
Рис. 2. Штангенциркуль с точностью измерения 0,05 мм
На рис. 2 показан штангенциркуль с точностью измерения 0,05 мм и его нониус. На этом штангенциркуле деления на штанге нанесены через один миллиметр. Нониус имеет длину 39 мм и разделен на 20 равных частей. Следовательно, каждое деление нониуса, составляющее 39:20=1,95 мм, короче каждых двух делений, нанесенных на шкале штанги, на 2,00—1,95 = =0,05 мм. Для удобства отсчета результатов измерения на нониусе через каждые пять делений последовательно нанесены числа 25, 50, 75 и 1. Первое от нуля деление нониуса, совпавшее с каким-либо делением шкалы на штанге, показывает 0,05 мм, второе — 0,10, или 0,1 мм, третье — 0,15 мм, четвертое— 0,20, или 0,2 мм, и т. д. Ниже приводятся для самостоятельного упражнения примеры отсчета по нониусу штангенциркуля. Реклама:Читать далее:МикрометрСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|