|
|
Категория:
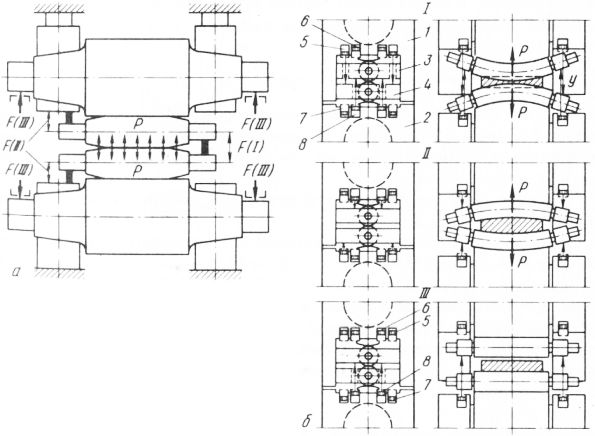
Эксплуатация транспортного оборудования цехов Эффективным средством борьбы с поперечной разнотолщинностью является силовая профилировка (противоизгиб) рабочих или опорных валков. На практике существуют три способа силовой профилировки валков. Первый способ заключается в осуществлении противоизгиба рабочих валков. Валки имеют цилиндрическую форму или небольшую выпуклую бочку. Прогиб валков под действием усилия Р уменьшается путем принудительного противоизгиба рабочих валков при приложении распирающих усилий 2F1 и их шейкам. Гидравлические цилиндры размещены в расточках подушек нижнего рабочего валка, а их плунжеры упираются в подушки верхнего рабочего валка. Усилие гидрораспора небольшое (0,15 Р), поэтому и габариты устройства (диаметр цилиндров 80-100 мм при давлении жидкости до 30 МПа) невелики. Это устройство осуществляет также функцию уравновешивающего устройства. Второй способ заключается в дополнительном изгибе рабочих валков, которые имеют бочку увеличенной выпуклости. Гидроцилиндры расположены в подушках опорных валков, а их плунжеры опираются на подушки рабочих валков.
Рис. 1. Схемы противоизгиба валков: Третий способ заключается в осуществлении противоизгиба опорных валков. Опорные валки принудительно изгибаются силами 2F (III) = Р, уменьшая прогиб рабочих валков. В случае противоизгиба опорных валков требуются значительные усилия, для восприятия их на консольных цапфах требуется устанавливать крупногабаритные роликовые подшипники. Гидроцилиндры имеют тоже большие размеры и усложняют конструкцию клети. На рис. 1, б показано изменение профиля поперечного сечения полосы при различных схемах приложения усилий к подушкам (шейкам) рабочих валков без учета прогиба валков под действием усилия прокатки Р при комбинированной схеме изгиба рабочих валков четырехвалковых клетей. В некоторых случаях снижению поперечной разнотолщинности способствует профилировка валков. В общем случае можно отметить, что оптимальная жесткость клети достигается соответствующим выбором размеров станины, диаметра валков, подшипников жидкостного трения и определяется она (жесткость), исходя из прокатываемого сортамента, требуемой точности размеров полосы, а также возможностей автоматического регулирования толщины полосы и других параметров прокатки. Реклама:Читать далее:Пути повышения жесткости рабочих клетейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|